 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
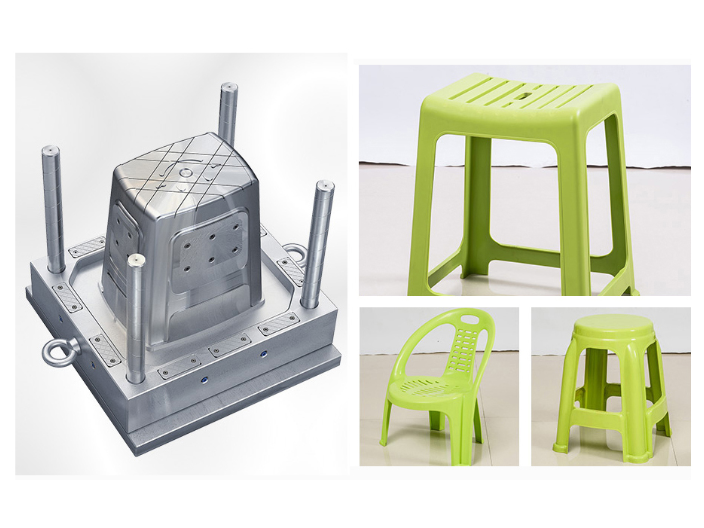
模具设计和制造与塑料加工有密切关系。塑料加工的成败,很大程度上取决于模具设计效果和模具制造质量,而塑料模具设计又以正确的塑料制品设计为基础。塑料模具的工作条件与冷冲模不同,一般须在150°C-200°C下进行工作,除了受到一定压力作用外,还要承受温度影响。由于塑料及塑料成型工业的发展,对塑料的模具的...
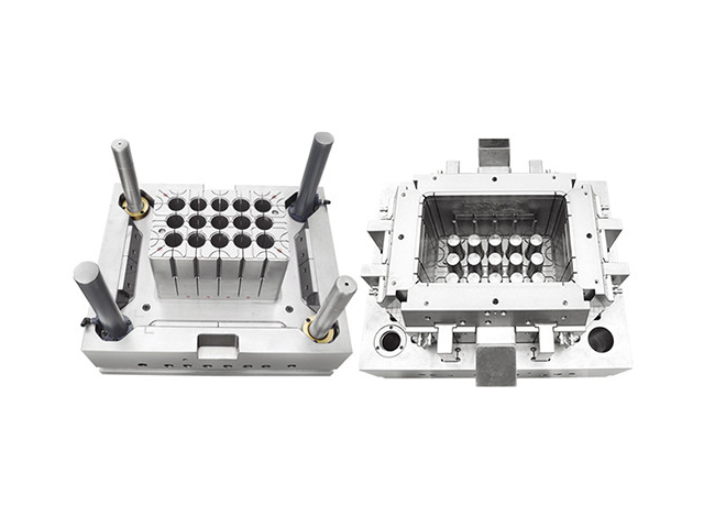
由于注塑过程是把塑料从固态(粉料或粒料)向液态(熔体)又向固态(制品)转变的过程。从粒料到熔体,再由熔体到制品,中间要经过温度场、流场以及密度场等的作用。在这些场的共同作用下,不同的塑料(热固性或热塑性、结晶性或非结晶性、增强型或非增强型等)具有不同的聚合物结构形态和流变性能。凡是影响到上述“场”的...

注塑模具设计制造过程通常是这些步骤,了解并熟悉它们,不断提高技艺。一、塑料材料制品的工艺分析。二、注塑模具结构设计。提升注塑模具设计能力:1.清楚模具设计的细节,清楚模具零件的用途。2.设计时可参考相似设计,了解之前的情况,吸取经验教训。3.熟悉注塑机的操作流程,工作过程。4.下工厂进行了解加工品工...
值得一提的是分散剂通过对颜料的润湿、渗透来排除表面空气,将凝聚体、团聚体分散成细微、稳定和均匀的颗粒,并在加工过程中不再凝聚,这是很难人可贵的,常用分散剂为低分子量聚乙烯蜡,对于较难分散的有机颜料和炭黑采用EVA蜡或氧化聚乙烯蜡,合成低分子量聚乙烯蜡和聚乙烯裂解法制的低分子量聚乙烯蜡有很大差别。这里...
模具的设计者必须有丰富的设计和注塑成型经验,必须考虑这些影响因素与注塑条件的关系及其表观因素,如注塑压力与模腔压力及充填速度、注射熔体温度与模具温度、模具结构及浇口形式与分布,以及浇口截面积、制品壁厚、塑料材料中增强填料的含量、塑料材料的结晶度与取向性等因素的影响。上述因素的影响也因塑料材料的不同,...
我国模具行业受制于模具标准化程度汽车模具已进入专业化、标准化阶段。汽车模具基本是由专业的模具制造商提供,模具商品化率在70%以上,还有许多专门生产模具标准件的企业,汽车模具标准件多达几百种,如德国、日本模具的标准化率可达85%。国内模具企业大型模具的标准化程度约为25%~30%。模具的标准化程度已成...
按所成型的材料的不同:五金模具、塑胶模具、以及其特殊模具。五金模具分为:包括冲压模(如冲裁模具、弯曲模具、拉深模具、翻孔模具、缩孔模具、起伏模具、胀形模具、整形模具等)、锻模(如模锻模、镦锻模等)、挤压模具、挤出模具、压铸模具、锻造模具等;非金属模具分为:塑料模具和无机非金属模具。而按照模具本身材料...
采用CAD技术设计塑料模具,设计者能够在电脑上直接建立产品的三维模型,在计算机上对整个注塑成型过程进行模拟分析,准确预测熔体的填充、保压、冷却情况,以及制品中的应力分布、分子和纤维取向分布、制品的收缩和翘曲变形等情况,不仅能快速提高设计效率,还可动态仿真分析塑料在注塑模腔内的注射过程流动情况,分析温...
用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳...

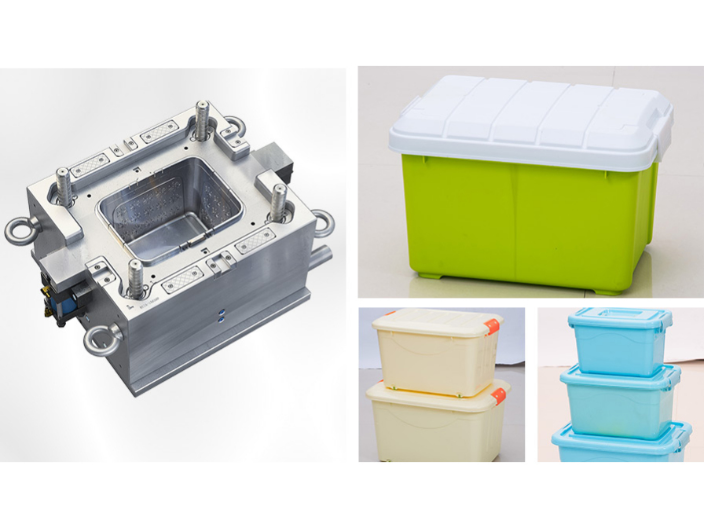
注塑塑料模具浇口形式对注塑产品收缩率有影响。在使用小浇口时,由于在保压结束前浇口已固化,塑件收缩增大。注塑塑料模具的冷却回路结构是注射模具设计的关键。如果冷却环设计不当,则会由于塑件周围的温度不平衡而产生收缩差,会导致制品尺寸超差或变形。而在薄壁件中,模具温度对收缩率的影响更明显。注塑塑料模具分型面...
注塑加工时必须知道原料如何配色着色,这样才能体现出专业性。可采用色粉直接加入树脂法和色母粒法。色粉与塑料树脂直接混合后,送入下一步制品成型工艺,工序短,成本低,但工作环境差,着色力差,着色均匀性和质量稳定性差。是为着色的品质差。色母粒法是着色剂和载体树脂、分散剂、其他助剂配制成一定浓度着色剂的粒料,...

挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材...