在现有技术中,金属表面的打磨处理目前大部分还依赖于人工,专机打磨和机器人打磨的表面粗糙度不稳定导致良率不高且对后续的表面处理带来很大的影响。
目前市面上打磨机器人还存在一些未能解决的问题:a、局限于手臂垂直平面的打磨,手臂角度不可变化,否则会受到角度产生的分力影响;b、打磨机快速触碰到产品时,由于机器人执行动作的响应速度比系统运算速度慢,会产生超出力控要求的很大的一个力,大幅度影响产品的品质,因此只能慢速的靠近,从而影响生产效率;c、当打磨机刚触碰到产品或在打磨过程中碰到一个超出控制力范围的力值时,打磨机会有跳动现象,会造成产品表面粗糙度不一致,从而影响产品的品质稳定。
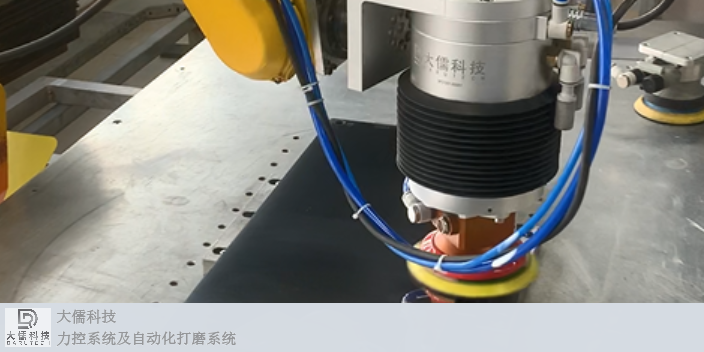
在机器人手臂末端安装力控系统和打磨机,力控系统瞬间接触产品及运行过程中采用柔性浮动的控制方式,受力瞬间即可迅速反应作出调整,确保力的控制精度,实现智能柔性的力控打磨。 江苏本地力控打磨控制系统

打磨是一种表面改性的工艺技术,应用普遍。常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。此外,大批量产品和产品换线频繁的打磨作业,对人工打磨的熟练程度、以及打磨成本效率提出了更为苛刻的要求。打磨机器人系统是一种可以完成大批量产品、各种形状产品或降低甚至消除打磨对人体健康伤害的新型打磨作业模式,能改善工人的工作环境、提高产品的一致性,降低产品生产成本,因而机器人打磨系统应用越来越多。与手持打磨相比较,机器人打磨能有效提高生产效率,降低成本,提高产品合格率,但是由于机械臂刚性及定位误差等因素,采用机器人夹持电动、气动打磨头进行打磨处理时,容易出现断刀或对工件造成损坏等情况,因此影响打磨效率、打磨精度,且无法适应工件的表面复杂形状的变化及产品快速换线要求。而现有的控制系统只能控制机器人位置。为了弥补以上设计缺陷,本发明提出一种柔性打磨控制系统和方法。技术实现要素:为克服现有技术的不足,本发明提供一种柔性打磨控制系统和方法,提高打磨效率以及打磨精度,增加打磨工件的适应范围。江苏本地力控打磨控制系统

有色金属,狭义的有色金属称非铁金属,是指铁、锰、铬以外的所有金属的统称;广义的有色金属还包括有色合金,有色合金是以一种有色金属为基体,加入一种或几种其他要素而组成的合金。在电脑的主板中金属的含量占大概50%,其中主要的有价金属都是有色金属,有色金属经过切割、冲压、打磨、抛光等工艺加工制成电脑主板上的各种零件。现有的有色金属加工打磨抛光装置存在因管状金属固定不牢固而致使影响抛光和打磨效用。因工业机器人准确、可靠、灵活等优势,越来越多的制造企业正在尝试使用工业机器人进行工件打磨、抛光、去毛刺等工作。然而给工业机器人编写精确复杂的打磨轨迹是一大难点。传统的离线编程解决方案能够解决轨迹编程复杂的问题,但是它要求工件一致性好,工作站标定精确,这使得工业机器人在打磨过程中安装、调试和使用难度依然很大。在打磨过程中引入打磨力控系统提高了工件的打磨质量,加工效率以及设备安全性。
涂覆磨具是将磨料用粘接剂均匀地涂敷在纸、布、化纤或其他复合材料等基底上的磨具,又称涂敷磨具。(1)涂覆磨具分类根据涂覆磨具的形状、基底材料、工作条件和用途等。(2)涂覆磨料常用的涂覆磨料有普通磨料和超硬磨料两大类,如棕刚玉、白刚玉、铬刚玉、皓刚玉、黑色碳化硅、绿色碳化硅、氧化铁、人造金刚石、立方氮化硼等,与固结磨具基本相同。(3)涂覆磨料的粒度与普通磨料粒度相近似,但无论是磨粒还是微粉,一律用冠以P字的粒度号表示,表320列出其对照表,同时也列出了砂纸、砂布的粒度旧代号。(4)粘接剂粘接剂又称为胶,其作用是将砂粒牢固地粘接在基底上,有些粘接剂是起耐热、耐潮、抗静电等作用。根据涂翟磨具基底材料、工作条件和用途等不同,粘接剂可分为粘接膜、底胶、覆胶和超涂层几种。1)粘接膜当基底材料为聚、硫化纤维时,要在秦酯薄膜、硫化纤维布上预先涂上层粘接膜,使底胶能与基底牢固粘接。对于基底材料为纸、布等,其粘接性能好,不必预涂粘接膜。2)底胶底胶一般与磨粒混在一起,一般要求粘接性能好,是涂覆磨具的主要粘接剂为了使磨粒均匀地分布在其底上,磨粒与底胶要严格地混合在一起。3)覆胶为了使涂覆磨具性能更好,可在底胶上涂敷一层耐热、耐潮、富有弹性的覆胶。

技术特征:1.一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:包括安装在工作台(1)上的六轴机器人(4)、打磨机构(5)、输送机构(3)以及连接在输送机构(3)上的定位夹紧机构(2);所述的打磨机构(5)包括连接板(5-1)、固定夹座(5-2)以及气磨(5-3)或电磨,所述的连接板(5-1)安装在六轴机器人(4)的手腕末端(4-1),连接板(5-1)上设有固定夹座(5-2),气磨(5-3)或电磨安装在固定夹座(5-2)上,至少两个活动软管(5-6)通过吸尘固定座(5-5)连接在连接板(5-1)上,活动软管(5-6)与吸尘器(7)连接相通,活动软管(5-6)的吸口位于气磨(5-3)或电磨的磨头(5-4)处;所述的输送机构(3)包括带磁性开关的导轨无杆气缸(3-7)、托盘(3-6)以及电缆保护链(3-1),导轨无杆气缸(3-7)和电缆保护链(3-1)平行设置,导轨无杆气缸(3-7)和电缆保护链(3-1)的前端安装在工作台(1)上,托盘(3-6)安装在导轨无杆气缸(3-7)的活动侧上并能前后运动,导轨无杆气缸(3-7)在两端安装有油压缓冲器(3-4),电缆保护链(3-1)后端通过连接块(3-2)与托盘(3-6)连接,电气快插插座(3-3)安装在连接块(3-2)上,托盘(3-6)上设用于连接底板(2-5)的螺纹孔和销孔(3-5);所述的定位夹紧机构(2)包括底板(2-5)、仿形定位座。北京力控打磨值得推荐
江苏本地力控打磨控制系统
智能柔性打磨力控系统采用自适应的接触力柔性控制方式,运用控制算法来驱动磨头运动,柔性工件易损自动补偿,利用激光传感器识别来料焊缝高度,实现打磨均匀、可控,安全性好,投资回报率快。解决问题:传统的人工打磨生产线效率低,打磨质量与工人手法密切相关,产品打磨效果一致性差,现场粉尘大,危害工人身体健康。技术创新:1、自适应接触力控制方式,运用“优化控制算法”优化打磨轨迹,并驱动磨头运动,保证打磨抛光效果一致性,避免打穿或者打磨不到位;2、用视觉系统,激光传感器,识别来料异常,精确引导定位打磨区域;3、实时检测磨轮、抛光轮磨损情况,实现自动补偿。智能柔性打磨力控系统解决方案已经出口到海外市场,并广泛应用于汽车及零部件、3C电子、家电、陶瓷、木器、家具、铸造、教育、光伏、锂电、轨道交通、日化、食品、药品、钢铁等行业企业。江苏本地力控打磨控制系统