- 品牌
- HumiSeal,4A,东京测器
- 型号
- 齐全
提高氮化铝陶瓷热导率的途径:选择合适的烧结工艺,致密度对氮化铝陶瓷的热导率有重要影响,致密度较低的氮化铝陶瓷很难有较高的热导率,因此必须选择合适的烧结工艺实现氮化铝陶瓷的致密化。常压烧结:常压烧结的烧结温度通常为1600℃至2000℃,当添加了Y2O3烧结助剂后,氮化铝粉会产生液相烧结,烧结温度一般在1700℃至1900℃,特别是1800℃很常用,保温时间为2h。烧结温度还要受到氮化铝粉粒度、添加剂含量及种类等的影响。热压温度相对能低一些,一般是在1500℃至1700℃,保温时间为0.5h,施加的压力为20MPa左右。在1500℃至1800℃范围内,提高氮化铝烧结温度通常会明显提高氮化铝烧结体的导热率和致密度,特别是在常压烧结时,这种影响更为明显。陶瓷注射成型技术在制备复杂小部件方面有着其不可比拟的独特优势。宁波球形氮化铝粉体品牌

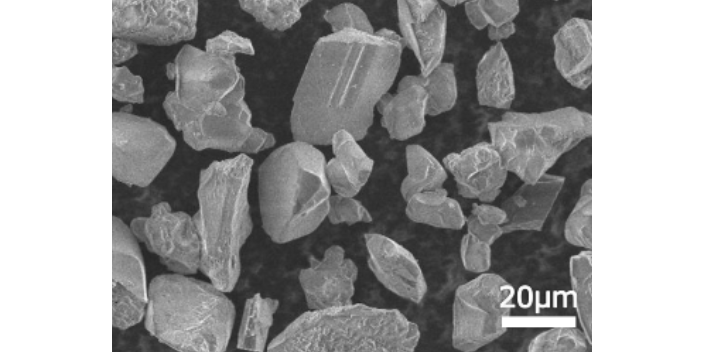
氮化铝陶瓷微观结构对热导率的影响:在实际应用中,常在AlN中加入各种烧结助剂来降低AlN陶瓷的烧结温度,与此同时在氮化铝晶格中也引入了第二相,致使热传导过程中声子发生散射导致热导率下降。添加烧结助剂引入的第二相会出现几种情况:从分布形式来看,可分为孤岛状和连续分布在晶界处;从分布位置来看,可分为分布在晶界三角处和晶界其他处。连续分布的晶粒可为声子提供了更直接的通道,直接接触AlN晶粒比孤立分布的AlN晶粒具有更高的热导率,所以第二相是连续分布的更好;分布于晶界三角处的AlN陶瓷在热传导过程中产生的干扰散射较少,而且能够使AlN晶粒间保持接触,故而第二相分布在晶界三角处更好。此外,晶界相若分布不均匀,会导致大量的气孔存在,阻碍声子的散射,导致AlN的热导率下降,晶界含量、晶界大小以及气孔率对热导率的表现也有一定的影响。因此,在AlN陶瓷的烧结过程中,可以通过改善烧结工艺的途径,如提高烧结温度、延长保温时间、热处理等,改善晶体内部缺陷,尽可能使第二相连续分布以及位于三叉晶界处,从而提高氮化铝陶瓷的热导率。温州多孔氮化铝生产商若能以较低的成本制备出氮化铝粉末,将会提高其商品化程度。
AIN的作用:关于密集六角结构的A1N(a=0.3104,C=0.4965nm)与硅铁母相的析出方位关系。在2000个约1微米左右的针状A1N中,对用电子射线可明确分析的单晶中122个、冷轧后155个试样进行了调查。结果是,观察到大半的针状AIN似乎沿{100}Fe及{120}Fe为惯析面析出,但实际上,A1N与硅铁母相之间具有一定关系。关于晶界通过一个析出物时,其对移动的抑制力,如按Zener公式,一直用取决于形状、尺寸、体积比等因子的机械抑制力IR来进行讨论。从母相晶体与AIN之问的特殊析出位向关系出发,产生了新的抑制效果,在此,称之为选择抑制力。AIN对母相晶体之所以具有特定的析出位向关系,是因为其析出方位稳定的原因。
氮化铝是共价键化合物,属于六方晶系,纤锌矿型的晶体结构,呈白色或灰白色。室温强度高,且强度随温度的升高下降较慢。氮化铝导热性好,热膨胀系数小,是良好的耐热冲击材料。具有优异的抗热震性。AlN的导热率是Al2O3的2~3倍,热压时强度比Al2O3还高。氮化铝对Al和其他熔融金属、砷化镓等具有良好的耐蚀性,尤其对熔融Al液具有极好的耐侵蚀性,还具有优良的电绝缘性和介电性质。但氮化铝的高温抗氧化性差,在大气中易吸潮、水解,和湿空气、水或含水液体接触产生热和氮并迅速分解。在2516℃分解,热硬度很高,即使在分解温度前也不软化变形。氮化铝和水在室温下也能缓慢地进行反应,而被水解。和干燥氧气在800℃以上进行反应。氮化铝是一种以共价键相连的物质,它有六角晶体结构,与硫化锌、纤维锌矿同形。
目前,氮化铝也存在一些问题。其一是粉体在潮湿的环境极易与水中羟基形成氢氧化铝,在AlN粉体表面形成氧化铝层,氧化铝晶格溶入大量的氧,降低其热导率,而且也改变其物化性能,给AlN粉体的应用带来困难。抑制AlN粉末的水解处理主要是借助化学键或物理吸附作用在AlN颗粒表面涂覆一种物质,使之与水隔离,从而避免其水解反应的发生。目前抑制水解处理的方法主要有:表面化学改性和表面物理包覆。其二是氮化铝的价格高居不下,每公斤上千元的价格也在一定程度上限制了它的应用。制备氮化铝粉末一般都需要较高的温度,从而导致生产制备过程中的能耗较高,同时存在安全风险,这也是一些高温制备方法无法实现工业化生产的主要弊端。再者是生产制备过程中的杂质掺入或者有害产物的生成问题,例如碳化还原反应过量碳粉的去除问题,以及化学气相沉积法的氯化氢副产物的去除问题,这都要求制备氮化铝的过程中需对反应产物进行提纯,这也导致了生产制备氮化铝的成本居高不下。氮化铝陶瓷基板作为一种新型陶瓷基板。宁波高导热氮化铝厂家
结晶氮化铝溶于水、无水乙醇、,微溶于盐酸,其水溶液呈酸性。宁波球形氮化铝粉体品牌
氮化铝陶瓷的制备技术:凝胶注模成型技术原理是首先将粉体、溶剂、分散剂混合球磨,制备具有高固相、粘度的粉体-溶剂浓悬浮液,加入合适的有机单体,添加引发剂或固化剂或者通过外界条件如温度等的变化使陶瓷浆料中的单体交联固化,很终在坯体中形成三维网状结构将陶瓷颗粒固定,使浆料原位固化成型。与其他成型工艺技术相比,凝胶注模成型优点如下:适用范围较广;成型坯体缺陷和变形小,是一种近净尺寸成型工艺;坯体强度较高,成型坯体可进行机加工;坯体中有机物含量很低,排胶后成品变形小;陶瓷生坯和烧结体密度高、均匀性好;成本低、工艺可控。目前,凝胶注模成型的主要问题有:水机注凝成型需要对氮化铝粉体做抗水解处理,非水基成型则需要进一步寻找和制备凝胶网络交联密度、强度适宜且易于制得高固含量低粘度浆料的注凝体系。宁波球形氮化铝粉体品牌
- 金华导热氮化铝价格 2024-05-24
- 温州耐温氧化铝厂家直销 2024-05-24
- 成都电绝缘氮化硼生产商 2024-05-24
- 绍兴电绝缘氧化铝哪家好 2024-05-24
- 成都电绝缘氮化硼商家 2024-05-24
- 上海多孔氮化硼供应商 2024-05-24
- 超细氮化铝厂商 2024-05-15
- 台州多孔氮化铝粉体供应商 2024-05-15
- 上海微米氮化铝粉体商家 2024-05-07
- 金华电绝缘氮化硼销售公司 2023-11-12
- 金华耐温氧化铝 2023-11-12
- 台州耐温氮化硼商家 2023-11-12

