
- 品牌
- 万嘉
- 型号
- 可定制
- 样品或现货
- 现货
- 是否标准件
- 标准件
- 加工定制
- 是
- 材质
- PVC,铝合金,不锈钢
那就用一个封头在把管子用焊接的形式密封住。由此可知,其实也有一些产品是和封头此时所起到的作用比较接近的,比如盲板和管帽,不过那两种产品是可以拆卸的。而封头焊好了之后是不可以再拆卸的。与之配套的管件有压力容器,管道,法兰盘,弯头,三通,四通等产品。封头的品质直接关系到压力容器的长期安全可靠运行。那么具体的应用情况究竟是怎样的呢?通常情况下。一种是将封头产品作为罐形压力容器的上下底。不准备再向前延伸了另外一种情况则是当管道到头了。在催化剂制备罐的设计过程中,所用椭圆封头的开孔接管结构会对其的结构受力产生不同程度的影响。遇到较大的管道外载荷,经过比较发现在管道外载荷和内压共同作用下,椭圆封头开孔接管结构不连续引起的弯曲应力具有一次应力和二次应力的性质。 后者则适合于多种不同的形状和规格,这种方法的焊接质量通常都是比较高的。成都平底封头尺寸
封头
工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗,结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜,检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。工作人员先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷。穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面椭圆形封头在安装使用过程中,做为使用者,大家必须充分考虑一些关键点和使用时可能出现的问题。例如在进行安装的时候,理应依照规定准确测量出封头的外直径,随后在筒体和封头顶写上标识,以后按图例次序开展定位焊接。定位的焊接工作完成后,进行主要的焊接。在这个工作中,应该留意表层做好防护措施。 成都大口径封头现货不锈钢封头是压力容器上的端盖,是压力容器的一个主要承压部件。

碳钢封头是指采用碳钢制作的封头,它在制作的时候是按照严格的制作标准的,在焊接的过程中要注意焊接的方法。人们通常采用的焊接方法大概有两种:16mn自动焊和手工电弧焊。前者主要采用的是埋弧自动焊的方法,这种方法熔敷率更高,比较适合一些规模较大的封头。后者则适合于多种不同的形状和规格,这种方法的焊接质量通常都是比较高的。以上就是对碳钢封头的简单介绍了,您可以根据您的需求进行选购。不锈钢封头在进行使用时属于封头的一种,在进行使用时主要是用来封堵不锈钢管道的,比如其管道到头冷热,可以用它作为封堵,或者想要圆管成为一种容器的时候,只要在圆管的两头焊上封头就能够实现了。不过它与盲板,管帽,堵头等产品也有一些相似的地方,所以使用的时候是需要区别的。
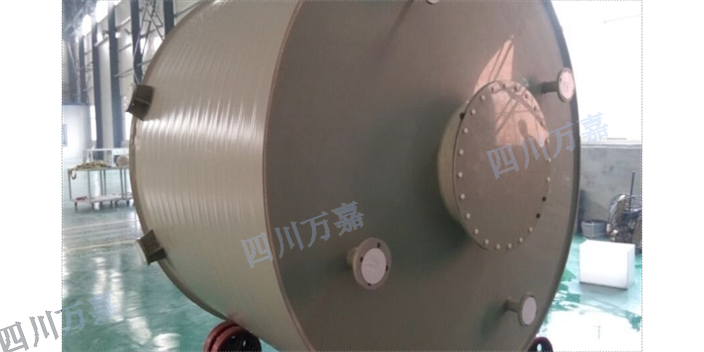
过不了多久也会因为承受不了压力而破裂。所以就把测漏管直接和钢制罐体底部焊死,任你如何打压也不会报警。还有把树脂倒入测漏管(因为树脂原色接近透明)这样就形成一个密封层,打压还是不报警。罐体厚度减薄。标准30立方双层油罐筒体厚度6mm,封头8mm。是掩盖加工过程的质量缺陷。让客户看不到树脂厚度。厚度连2mm可能都不到。说白了你买的只是防腐罐喷上薄薄的一层树脂而那些便宜的双层罐筒体不到4mm。不是双层油罐。没有真空层。低劣的树脂怎么可能承受的住打压实验呢?就算一时承受住了。封头是属于各种压力容器锅炉,罐子封盖配件中的一件,达到密封的作用。越大型号的封头使用过程中会相对的问题较多,我们来看看封头的使用要注意一些什么?封头的形状:根据设备的需求与合理,选择合适的封头种类:如椭圆形,蝶形,锥形,球形等。 锈钢封头对金属坯料施加外力,使其产生塑性变形,改变尺寸,外形及改善机能,用以制造机械零件。

这是用涂有抛光膏的软轮处理头部表面的过程。不锈钢封头主要用于微调的目的,但不影响头部表面上的基材。椭圆封头是一种封头,它由旋转的椭圆球和笔直的圆柱部分组成,当管道尚未准备好延伸时,可以将其焊接到管道的末端。它也可用于压力容器,其中压头在顶部和底部,中间的直管段用作压力容器的储罐。椭圆封头对冲压设备和模具的要求以及制造困难位于碟形封头和半球封头之间。旋压制造工艺为大直径椭圆封头的生产带来了便利,椭圆封头由于其好的整体性能而***用于中。为了避免椭圆封头开裂,须增强原材料的验收,以确保椭圆封头不会出现没有内部和外部缺陷。切割板坯时,一定要将周边打磨的较为光滑。不锈钢封头是一种用来封堵不锈钢管道的产品。是管道到头了之后或者在一段圆管的两头焊上两个封头做容器用的一种产品。与之类似的产品有盲板,管帽,堵头等。不锈钢封头可分成球状,扁圆形,碟形,球冠型,锥壳***盖等多少种,内中球状封头,扁圆形,碟形,球冠型封头又统称为凸型封头。使用于各族器皿设施,如储存罐,换热器,塔,反响釜,锅炉和结合设施等。 当然蝶形和平底形封头则不同,其公差超过2000mm时。成都大口径封头现货
与之配套的管件有压力容器,管道,法兰盘,弯头,三通,四通等产品。成都平底封头尺寸
不锈钢封头是高压容器加热炉的机器设备,依据不一样的必须,有球型,椭圆型,蝶形,锥型等规格型号。不锈钢封头激光切割边前要查验其规格是不是恰当,必需时要开展调整。不锈钢封头激光切割边时要先效正后画线,并空出标准线,激光切割边按画线激光切割,避免割斜。不锈钢封头焊缝应按焊接方法制做。焊缝表层应打磨抛光光滑,并按样图规定开展无损检测技术。碳钢封头做成后应开展喷砂工艺以消除表层的空气氧化层,不锈钢封头表层应开展酸洗钝化解决。不锈钢封头的无损检测技术应由拥有相对类型和等级技能的锅炉压力容器无损检测技术工作人员工作经历证的工作人员出任,对分析整体规划的椭圆封头开展无损检测技术的工作人员,其等级技能不可小于ii级。 成都平底封头尺寸

请侧量封头的外直徑。若事前开展封头生产加工,请向企业把握购买外直径的型号规格。请将封头外直径4等分,并在封头和封头顶搞好标志。开展精细定位焊结,精细定位焊的定位点请顾客依据直徑和薄厚自主选号定位点。精细定位焊进行后,开展焊结。留意封头表层的安全防护,封头与封头装焊后,要立刻***焊结,热伤害区及周边的焊穿,迸溅,空气污染源,并开展pt维护保养表层酸洗钝化。打压测试生活用水氯离子含量不可以超过25mg实验后要立刻风干。:针对0cr18ni9和304等亚平稳合金成分封头非常容易因表层安全防护不善,而造成表层点浸蚀。当与生产加工地应力,残余应力积累后,***造成应力腐蚀和应力腐蚀。1不锈钢封头的选择...
- 不锈钢冲压封头尺寸表 2024-11-22
- 重庆平底封头抛光 2024-11-22
- 成都无直边不锈钢封头尺寸 2024-11-17
- 重庆冲压封头报价 2024-11-17
- 四川冲孔封头 2024-11-17
- 蝶形封头加工 2024-11-17
- 四川不锈钢蝶形封头价格 2024-11-17
- 重庆不锈钢冲压封头厂家批发 2024-11-17
- 重庆不锈钢平底封头价格 2024-11-16
- 不锈钢平封头加工 2024-11-16


- 重庆不锈钢压力罐封头加工 2024-11-13
- 重庆冲孔封头尺寸 2024-11-13
- 四川碳钢封头加工 2024-11-12
- 成都椭圆封头规格 2024-11-12
- 不锈钢封头厂家直销 2024-11-12
- 四川无直边不锈钢封头报价 2024-11-12





- 乌鲁木齐卧式PP缠绕报价 11-24
- 成都定制PP缠绕管价格 11-24
- 重庆三级化粪池厂家直销 11-24
- 购买PP缠绕罐要多少钱 11-24
- 定制PP缠绕带生产厂家 11-24
- 四川波纹板帆布蓄水池定制 11-24
- 新型帆布蓄水池定制厂家 11-24
- 成都批发PP缠绕膜供应 11-24
- 四川组合式化粪池安装 11-24
- 贵州波纹板帆布蓄水池定制 11-24