- 品牌
- HumiSeal,4A,东京测器
- 型号
- 齐全
氮化铝因其相对优异的导热性和无毒性质而成为很常用的材料。它具有非常高的导热性和出色的电绝缘性能的非常有趣的组合。这使得氮化铝注定用于电力和微电子应用。例如,它在半导体中用作电路载体(基板)或在 LED 照明技术或大功率电子设备中用作散热器。氮化铝耐熔融铝、镓、铁、镍、钼、硅和硼。氮化铝可以金属化、电镀和钎焊。它也是一种良好的电绝缘体,如果需要,可以很容易地进行金属化。出于这个原因,该材料通常用作散热器或其他需要快速散热的应用。氮化铝可以形成大的形状,也很容易作为薄基板获得。氮化铝主要用于电子领域,特别是当散热是一项重要功能时。高导热性和出色的电绝缘性使氮化铝适用于各种极端环境,尤其适用于要求苛刻的电气应用。氮化铝的特性是高导热性、高电绝缘能力和低热膨胀。利用AlN陶瓷耐热耐侵蚀性,可用于制作坩埚、Al蒸发皿等高温耐蚀部件。嘉兴多孔氮化硼哪家好

氧杂质对热导率的影响:AIN极易发生水解和氧化,使氮化铝表面发生氧化,导致氧固溶入AIN晶格中形成铝空位缺陷,这样就会导致声子散射增加,平均自由程降低,热导率也随之降低。因此,为了提高热导率,加入合适的烧结助剂来除去晶格中的氧杂质是一种有效的办法。氮化铝陶瓷的烧结的关键控制要素:AlN是共价化合物,原子的自扩散系数小,键能强,导致很难烧结致密,其熔点高达3000℃以上,烧结温度更是高达1900℃以上,如此高的烧结温度严重制约了氮化铝在工业上的实际应用。此外,AlN表层的氧杂质是在高温下才开始向其晶格内部扩散的,因此低温烧结还有另外一个作用,即延缓烧结时表层的氧杂质向AlN晶格内部扩散,减少晶格内的氧杂质,因此制备高热导率的AlN陶瓷材料,低温烧结技术的研究势在必行。目前工业上,氮化铝陶瓷的烧结有多种方式,可以根据实际需求,采取不同的烧结方法来获得致密的陶瓷体,无论用什么烧结方式,细化氮化铝原始粉料以及添加适宜的低温烧结助剂能够有效降低氮化铝陶瓷的烧结温度。衢州电绝缘氮化铝粉体销售公司通过将导热能力优异的AlN纳米颗粒添加到环氧树脂中,可有效提高材料的热导率和强度。
氮化铝的热传导机理:热导率,也即导热系数,作为衡量物质导热能力的量度,是导热材料很重要的性质之一。AIN属于共价化合物,其分子内部没有可自由移动的电子,因此热量的传递是以晶格振动这种形式来实现的,这种方式叫“声子传热”。晶体内部温度高的部分能量大,温度低的部分能量小,能量通过声子之间互相作用,从高能量向低能量发生传递,能量的迁移导致热量的传导。可以看到,把晶格内部的原子看成小球,这些小球之间彼此由弹簧(共价键)连接起来,从而每个原子的振动都要牵动周围的原子,使振动以弹性波的形式在晶体中传播。这种晶格振动产生的能量量子,即“声子”,声子相互作用使振动传递,从而使能量迁移,传导热量。
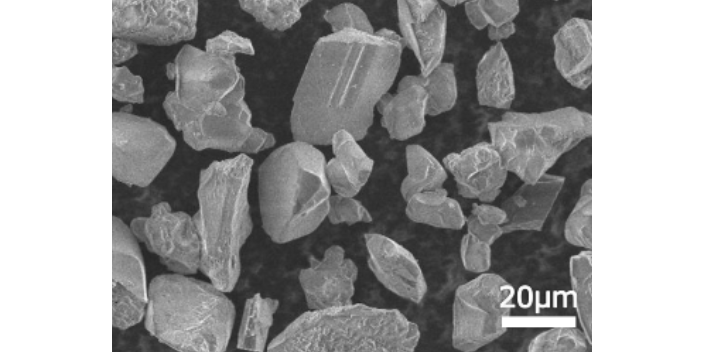
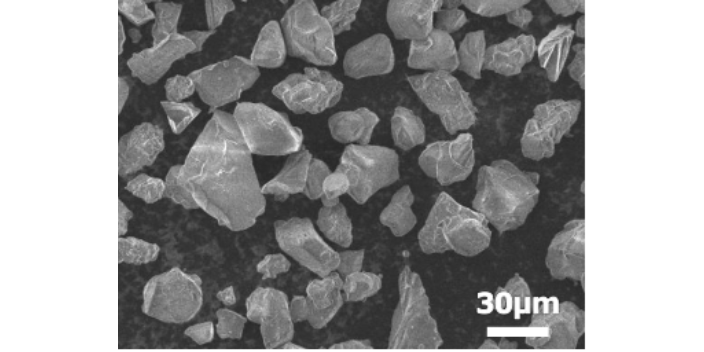
采用小粒径氮化铝粉:氮化铝烧结过程的驱动力为表面能,颗粒细小的AlN粉体能够增强烧结活性,增加烧结推动力从而加速烧结过程。研究证实,当氮化铝原始粉料的起始粒径细小20倍后,陶瓷的烧结速率将增加147倍。烧结原料应选择粒径小且分布均匀的氮化铝粉,可防止二次再结晶,内部的大颗粒易发生晶粒异常生长而不利于致密化烧结;若颗粒分布不均匀,在烧结过程中容易发生个别晶体异常长大而影响烧结。此外,氮化铝陶瓷的烧结机理有时也受原始粉末粒度的影响。微米级的氮化铝粉体按体积扩散机理进行烧结,而纳米级的粉体则按晶界扩散或者表面扩散机理进行烧结。但目前而言,细小均匀的氮化铝粉体制备很困难,大多通过湿化学法结合碳热还原法制备,不但烧结工艺复杂,而且耗能多多规模的推广应用仍旧有一定的限制。国内在小粒径高性能氮化铝粉的供应上,仍十分稀缺。AIN陶瓷的金属化性能较好,可替代有毒性的氧化铍瓷在电子工业中较广应用。
影响氮化铝陶瓷热导率的因素:影响氮化铝陶瓷热导率的主要因素有晶格的氧含量、致密度、显微结构、粉体纯度等。氧含量及杂质:对于氮化铝陶瓷来说,由于它对氧的亲和作用强烈,氧杂质易于在烧结过程中扩散进入AlN晶格,与多种缺陷直接相关,是影响氮化铝热导率的很主要根源。在声子-缺陷的散射中,起主要作用的是杂质氧和氧化铝的存在,由于氮化铝易于水解和氧化,表面形成一层氧化铝膜,氧化铝溶入氮化铝晶格中产生铝空位。使得氮化铝晶格出现非谐性,影响声子散射,从而使氮化铝陶瓷热导率急剧降低。影响氮化铝陶瓷热导率的主要因素有晶格的氧含量、致密度、显微结构、粉体纯度等。台州超细氮化铝粉体价格
高温自蔓延合成法的本质与铝粉直接氮化法相同,但该法不需要在高温下对Al粉进行氮化。嘉兴多孔氮化硼哪家好
喂料体系的流变性能对注射成形起着至关重要的作用,优良的喂料体系应该具备低粘度、度和良好的温度稳定性。在成型工艺工程中,既要使喂料具有良好的流动性,能完好地填充模具,同时也应有合适的粘度,避免两相分离,温度过高则容易引起粘结剂的分解,分解出的气体易造成坯体内部气孔;温度过低则粘度过高,喂料流动性差,造成充模不完全。注射压力也对生坯质量有较大影响,压力过低则不能完全排空模具型腔内的气体,造成注射不饱满,压力过高则造成生坯应力较大,不易脱模以及脱模后应力的释放造成坯体的变形及开裂。注射速度也对坯体质量有较大影响,较低则喂料填充模具过慢,填充过程中冷却后流动性降低,不能完整填充模具,注射速度过高则容易造成喷射及两相分离,造成零件表面流纹痕。综上所述,应综合考虑并选择适合的注射参数,制备出完好的氮化铝陶瓷生坯。嘉兴多孔氮化硼哪家好
- 金华导热氮化铝价格 2024-05-24
- 温州耐温氧化铝厂家直销 2024-05-24
- 成都电绝缘氮化硼生产商 2024-05-24
- 绍兴电绝缘氧化铝哪家好 2024-05-24
- 成都电绝缘氮化硼商家 2024-05-24
- 上海多孔氮化硼供应商 2024-05-24
- 超细氮化铝厂商 2024-05-15
- 台州多孔氮化铝粉体供应商 2024-05-15
- 上海微米氮化铝粉体商家 2024-05-07
- 金华电绝缘氮化硼销售公司 2023-11-12
- 金华耐温氧化铝 2023-11-12
- 台州耐温氮化硼商家 2023-11-12