- 品牌
- HumiSeal,4A,东京测器
- 型号
- 齐全
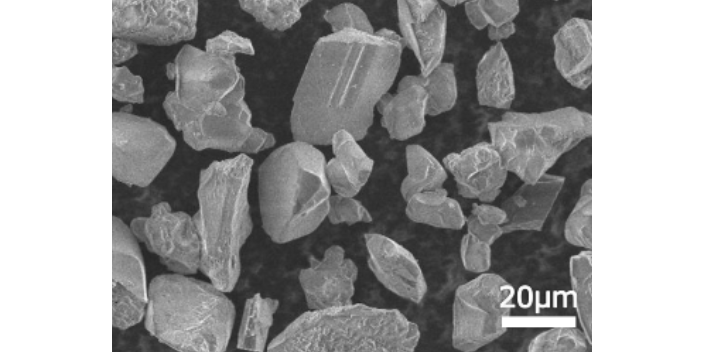
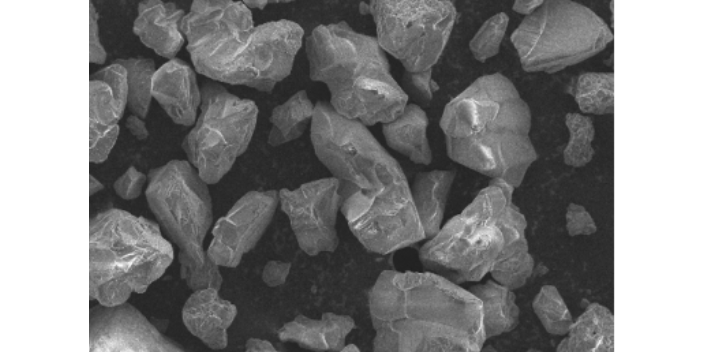
颗粒形状的影响:相较于颗粒尺寸对氮化铝陶瓷的影响,颗粒的形貌对其的影响主要集中在粉体的流动性以及填充率的增加上。工业上一般认为氮化铝粉体呈球形为合理的选择。球形粉体比其他形状如棒状,双头六角形状流动性更好,且填充率也会相对高一些。特别是对于把氮化铝作为填料的工业领域,流动性差意味着难以均匀混合,势必会对产品的性能造成一定的负面影响。氮化铝粉体填充率越高,其热膨胀系数就越小,热导率越高。相较于其它形状来说,球形粉体制成的封装材料应力集中小、强度高。而且球形粉体摩擦系数小,对模具的磨损小,可延长模具的使用寿命,提高经济效益。氮化铝但当温度高于1370℃时,便会发生大量氧化作用。宁波超细氧化铝价格

陶瓷线路板的耐热循环性能是其可靠性关键参数之一。本文对陶瓷基板在反复周期性加热过程中发生的变形情况进行了研究。通过实验发现,陶瓷覆铜板在周期性加热过程中,存在类似金属材料在周期载荷作用下出现的棘轮效应和包辛格效应。结合ANSYS有限元计算结果,可以推断,陶瓷线路板的失效开裂与金属层的塑性变形或位错运动直接相关。另外,活性金属钎焊陶瓷基板的结构稳定性优于直接覆铜陶瓷基板。随着功率器件工作电压、电流的增加和芯片尺寸不断减小,芯片功率密度急剧增加,对芯片的散热封装的可靠性提出了更高挑战。传统柔性基板或金属基板已满足不了第三代半导体模块高功率、高散热的要求,陶瓷基板具有良好的导热性、耐热性、绝缘性、低热膨胀系数,是功率电子器件中关键基础材料。陶瓷基板由金属线路层和陶瓷层组成,由于陶瓷和金属之间存在较大的热膨胀差异,使用过程中产生的热应力会造成基板开裂失效,因此,对陶瓷基板耐热循环可靠性研究具有重要意义。成都高导热氮化硼销售公司陶瓷注射成型技术在制备复杂小部件方面有着其不可比拟的独特优势。
采用小粒径氮化铝粉:氮化铝烧结过程的驱动力为表面能,颗粒细小的AlN粉体能够增强烧结活性,增加烧结推动力从而加速烧结过程。研究证实,当氮化铝原始粉料的起始粒径细小20倍后,陶瓷的烧结速率将增加147倍。烧结原料应选择粒径小且分布均匀的氮化铝粉,可防止二次再结晶,内部的大颗粒易发生晶粒异常生长而不利于致密化烧结;若颗粒分布不均匀,在烧结过程中容易发生个别晶体异常长大而影响烧结。此外,氮化铝陶瓷的烧结机理有时也受原始粉末粒度的影响。微米级的氮化铝粉体按体积扩散机理进行烧结,而纳米级的粉体则按晶界扩散或者表面扩散机理进行烧结。但目前而言,细小均匀的氮化铝粉体制备很困难,大多通过湿化学法结合碳热还原法制备,不但烧结工艺复杂,而且耗能多多规模的推广应用仍旧有一定的限制。国内在小粒径高性能氮化铝粉的供应上,仍十分稀缺。
氮化铝陶瓷的制备技术:凝胶注模成型技术原理是首先将粉体、溶剂、分散剂混合球磨,制备具有高固相、粘度的粉体-溶剂浓悬浮液,加入合适的有机单体,添加引发剂或固化剂或者通过外界条件如温度等的变化使陶瓷浆料中的单体交联固化,很终在坯体中形成三维网状结构将陶瓷颗粒固定,使浆料原位固化成型。与其他成型工艺技术相比,凝胶注模成型优点如下:适用范围较广;成型坯体缺陷和变形小,是一种近净尺寸成型工艺;坯体强度较高,成型坯体可进行机加工;坯体中有机物含量很低,排胶后成品变形小;陶瓷生坯和烧结体密度高、均匀性好;成本低、工艺可控。目前,凝胶注模成型的主要问题有:水机注凝成型需要对氮化铝粉体做抗水解处理,非水基成型则需要进一步寻找和制备凝胶网络交联密度、强度适宜且易于制得高固含量低粘度浆料的注凝体系。氮化铝的热导率也很高,氮化铝在整个可见光和红外频段都具有很高的光学透射率。
氮化铝基板具有极高的热导率,无毒、耐腐蚀、耐高温,热化学稳定性好等特点。氮化铝陶瓷基板是大规模集成电路,半导体模块电路和大功率器件的理想封装材料、散热材料、电路元件及互连线承载体。同时也是提高高分子材料热导率和力学性能的很佳添加料,目前在新能源汽车方面应用较广。随着智能汽车的电子化程度越来越高,集成电路所占的成本比例将越来越高,扩大氮化铝基板的应用场景及需求。传统的IGBT模块中,氧化铝精密陶瓷基板是很常用的精密陶瓷基板。但由于氧化铝精密陶瓷基片相对低的热导率、与硅的热膨胀系数匹配不好,并不适合作为高功率模块封装材料。氮化铝精密陶瓷基板在热特性方面具有非常高的热导率,散热快;在应力方面,热膨胀系数与硅接近,整个模块内部应力较低;又具有无氧铜的高导电性和优异的焊接性能,是IGBT模块封装的关键基础材料。提高了高压IGBT模块的可靠性。这些优异的性能都使得氮化铝覆铜板成为高压IGBT模块封装的。氮化铝是纤锌矿型的晶体结构,无毒,呈白色或灰白色。成都高导热氮化硼销售公司
随着近年来全球范围内电子陶瓷产业化规模的不断扩大,CIM 技术诱人的应用前景更值得期待。宁波超细氧化铝价格
氮化铝陶瓷的注射成型:排胶工艺,由于注射成型坯体中有机物含量较高,排胶过快会造成坯体开裂、起泡、分层和变形,因此,如何快速高效排胶成为注射成型的一大难点。排胶工艺包括热排胶和溶剂排胶。起初主要采用热排胶,简单地把有机物烧除,这种方式能耗高、时间长。为了提高排胶效率,一些学者探索了溶剂排胶的工艺。由于粘结剂中石蜡占比重较大,溶剂排胶主要是将坯体中的石蜡溶解,其他粘结剂仍能维持坯体形状。溶剂排胶结合热工艺排胶可以缩短排胶时间。注射成型的工艺特点:可近净尺寸成型各种复杂形状,很少(或无需)进行机械加工;成型产品生坯密度均匀,且表面光洁度及强度高;成型产品烧结体性能优异且一致性好;易于实现机械化和自动化生产,生产效率高。宁波超细氧化铝价格
- 金华导热氮化铝价格 2024-05-24
- 温州耐温氧化铝厂家直销 2024-05-24
- 成都电绝缘氮化硼生产商 2024-05-24
- 绍兴电绝缘氧化铝哪家好 2024-05-24
- 成都电绝缘氮化硼商家 2024-05-24
- 上海多孔氮化硼供应商 2024-05-24
- 超细氮化铝厂商 2024-05-15
- 台州多孔氮化铝粉体供应商 2024-05-15
- 上海微米氮化铝粉体商家 2024-05-07
- 金华电绝缘氮化硼销售公司 2023-11-12
- 金华耐温氧化铝 2023-11-12
- 台州耐温氮化硼商家 2023-11-12