平板膜脱氮反应器的技术特点:1、它能截留所有悬浮固体和胶体。膜分离功能增加了曝气池中活性污泥的浓度,提高了生物降解率,减少了剩余污泥的排放。2、强度好,连续性好,出水水质可靠性高,通量大,对废水预处理要求低。耐冲击负荷,耐污染性好,维护管理更方便。3、MBR平板膜利用曝气对膜表面的冲刷作用,去除附着在膜表面的污染物,使膜保持较高的膜通量,水利条件易于控制。采用MBR平板膜工艺的污水处理厂不只可以有效地处理废水,而且可以达到合理利用水资源,缓解目前水资源短缺的目的。平板膜脱氮反应器耗能低,清洗简单,运行费用低。兰州好氧脱氮反应器厂家

平板膜脱氮反应器的特点:1、MBR平板膜膜片是由导流支持板、无纺布支持层与膜片组成,结构比较简单,平板膜组件能够在更高的活性污泥浓度下保持高通量的稳定运行。MBR平板膜组件对毛发等杂物的耐受性更强,很少受这些杂物的影响。3、MBR平板膜不存在断丝现象,具有良好的机械强度,膜层内部以无纺布作为支持层,使其耐磨损性能更加优益。4、MBR平板膜更换容易,发现有破损的膜片,可自行更换,只需拆卸按板与压条就可以直接替换破损膜片。江苏高效脱氮反应器市场价平板膜脱氮反应器提高了对废水中氨氮和难降解有机物的去除率。

平板膜脱氮反应器是一种操作简单、自动化程度高、模块化设计的污水处理系统,具有以下优势:1、与传统处理系统相比,可节省50%占地面积。2、对于不同的进水,减少了污泥处理费用。3、剩余污泥量少,减少了污泥处理费用。4、耗能低,清洗简单,运行费用低。5、微生物浓度可增加2~3倍,生化效率提高10~30%;6、水力停留时间短,污泥停留时间长;7、可省去二沉池,污泥浓缩池;排泥周期长;8、操作简便可自控;9、出水水质优良,设备运行稳定可靠。
平板膜脱氮反应器的主要用途:1、地表水处理,处理后的水可用于灌溉或作为反渗透的进水进行二次回收利用。2、污水处理,主要针对生活污水进行深度处理,并且MBR平板膜处理后可以做为杂用回用水进行利用。3、废水处理中的应用,MBR平板膜针对那些染物浓度比较高,处理难度较大的化工业废水也有着一定的处理能力,不但保证废水处理的效率同时也达到了回收利用。4、海水淡化预处理,海水淡化中除了常用到的反渗透膜外,MBR平板膜也可应用在预处理中,可以非常有把握的控制海水的水质,为反渗透系统提供高质量的入水。平板膜脱氮反应器可用于污水处理。

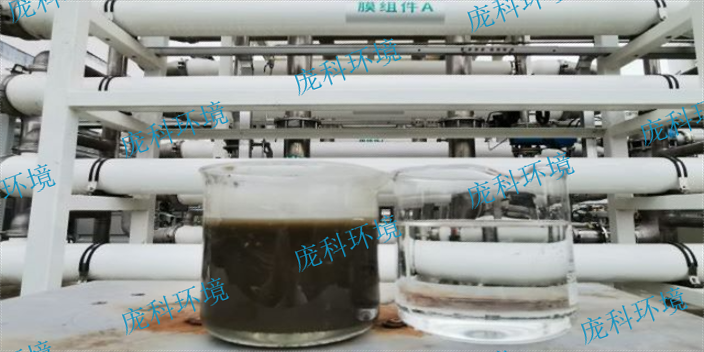
平板膜脱氮反应器具有出水水质好、产泥量低、占地面积小、操作简单、管理方便等特点。它是膜分离技术与生物处理技术的有机结合。膜污染的控制是决定系统效率的关键因素之一。膜生物反应器以其优良的抗污染性能和较长的使用寿命而逐渐普及。国外MBR平板膜组件的利用率已超过传统中空纤维膜组件。与中空纤维膜相比,MBR平板膜组件结构不易附着污染物,不会出现断丝和缠结现象。平膜元件的另一点均匀分布在膜盒内,使曝气更加均匀,表面易于清洗。保持好的曝气效果是控制膜污染的关键。实际上,除曝气强度等参数外,膜元件间距和曝气孔大小也是影响曝气效果的因素之一。平板膜脱氮反应器在出水水质、处理效率、抗冲击负荷、占地面积等方面具有很大优势。高效脱氮反应器价格
MBR平板膜表面容易清理,耐污性能好于其他膜组件,能够耐受更高污泥浓度。兰州好氧脱氮反应器厂家
平板膜脱氮反应器应用于生活污水处理:目前,污水处理设施的主要处理对象是城市污水。为了更好地进行污水处理,提高污水处理效率,改善人们的生活环境,MBR平板膜可以应用于大型污水处理厂。采用MBR平板膜处理城市生活污水时,需要考察膜生物反应器对生活污水中氨氮和浊度的去除效果,以保证污水处理的效率和质量。平板膜脱氮反应器应用于制药废水处理:制药废水内部成分复杂,有机污染物种类繁多,会造成严重的污染问题。传统的废水MBR平板膜在制药废水处理中主要具有能耗低、占地面积小的优点。MBR平板膜在制药废水中的应用不只需要保证废水处理的效率,还需要保证废水处理的质量。采用MBR平板膜回收制药废水,可以使经济发展更加稳定,带动经济的进一步发展。兰州好氧脱氮反应器厂家
上海庞科环境技术有限公司属于环保的高新企业,技术力量雄厚。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的厌氧反应器及沼气生物脱硫,厌氧氨氧化及除磷脱氮,臭氧催化氧化及催化剂,VOCs、除臭及催化剂。上海庞科环境自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。