- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
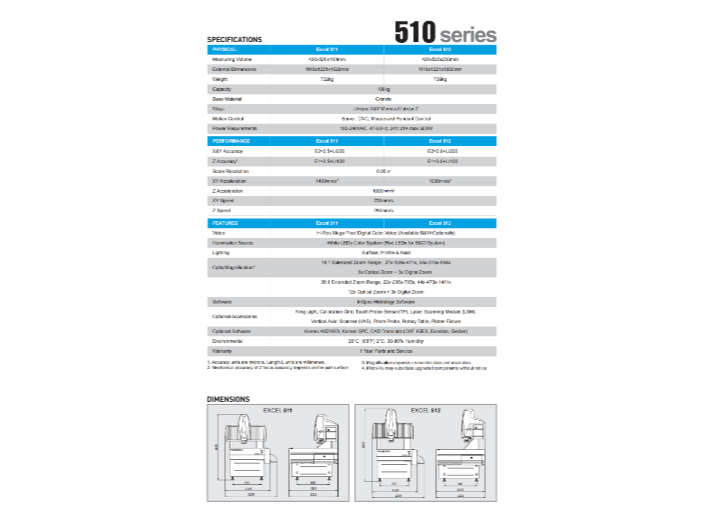
- 测量行程
- 315*315*160
二次元影像测量仪和三坐标测量机在使用中,我们会根据仪器的操作方式,进而将它们分为手动型和自动型的二次元、三坐标,而在现今的市场上,我们使用更为普遍的是CNC二次元与CNC三次元,因为它们能够更为精确的检测出我们所需的参数与数据,操作也更加的方便。在精密测量仪器的常用仪器中,除了二次元测量仪和三次元测量仪之外,还有一种特殊的高精度测量仪,这就是介于二次元与三坐标之间的2.5次元,它是在二次元的基础上加装了探针,以此来实现简单的三维检测的功能,这也是我们称之为2.5次元的原因。二次元影像测量仪主要应用在二维检测上。无锡三次元测量仪供应
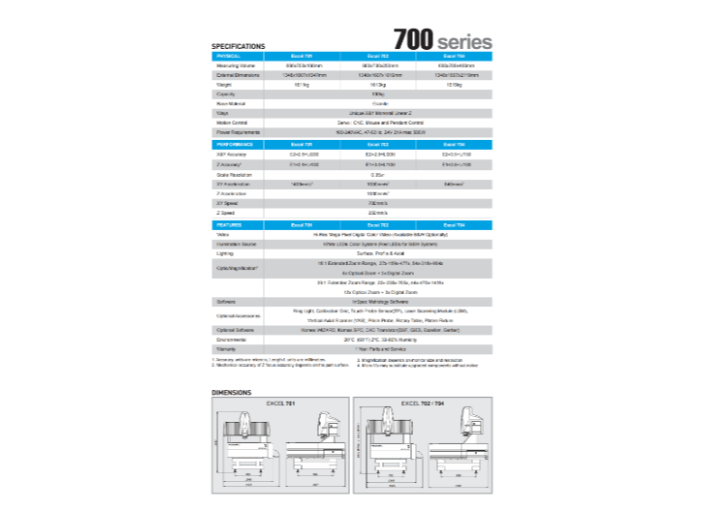
大行程影像测量仪更好的运用方法。影像测量仪一般包括小行程、中行程、大行程和超大行程四个系列。其中大行程测量仪的行程都在1000×1000×100mm以上。此类二次元测量仪适用于大尺寸产品或批量测量的精密测量,可用于LCD、PDP、PCB等显示器的相关测量。测量仪大行程三次元可加装接触式测头,激光扫描器,从而实现多种测量方式。测量仪大行程三次元适用于INTEXIMS的革新的程序限度补正系统。影像测量仪大行程三次元的三轴为坚固的花岗岩,拥有优越的耐久性及稳定性。花岗岩的特点是硬度高、耐磨损、耐腐蚀、具有装饰性。汕尾测量仪咨询测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大。
三坐标测量仪固定工件有哪些方法。夹具。工件夹持系统向用户构造一个简单的面向任务的夹具,在其中安装工件,使零件便于定位。夹持系统不会使工件变形,在使用时应确保所有被测特征均是可触及的,这样才能够缩短测量时间,固定夹具现在已经在普遍应用。按照工件外形、重量分类:1、轻型零件。对小的轻型零件,可以用橡皮泥、仪器腊等材料来固定零件,但用户应确保在测量结束以后从机器和零件上清理所有的痕迹。在某些情况下要用机械的方法把零件固定在三坐标测量机上,用户应当知道夹持力会引起零件变形,因此必须注意不要过分夹紧,推荐在夹具和零件间隔软的垫子。磁力的及真空卡盘亦可以作为另一种夹持方法。2、重型零件。若被测零件足够重,以至于不需任何夹持装置就可以稳定的放在机器台面上;用户应当知道测量时零件处于自由状态,亦就是不需用任何安全装置,工件不会产生位移,但是操作者要知道重型零件必然会引起机器变形。
关于三坐标测量仪平面度误差的判断。1、对角线法:是以通过实际被测表面上的一条对角线,且平行于另一条对角线所做的评定基准面,一平行于此基准面且具有小距离的两包容平面间的距离作为平面度误差值。2、三坐标测量仪三元点法:是以通过实际被测表面上想聚远的三点所组成的平面为评定基准面,以平行于此基准面,且具有小距离的两包容平面间的距离作为平面度误差值。3、小区域法:是以包容实际被测表面的小包容区域的宽度作为平面度误差值和平面度误差定义的评定方法。4、三坐标测量仪小二乘法:是以实际被测表面的小二乘平面为评定基准面,以平行于小二乘平面,且具有小距离的两包容平面的距离作为平面度误差值。使三坐标测量仪被测物体表面上各点与该平面的距离的平方和为小的平面。此法计算较为复杂,一般均计算机处理。测量仪相对位置关系才是该类零件能否组装合格的关键。
二次元影像测量仪在复杂工件位置检测方法。1、首先将所有的被测元素,圆,弧,直线采集出来。2、然后使用两点构建X轴坐标系功能,将坐标系的X轴建立在圆1圆2所在的直线上。3、使用坐标平移功能,将坐标原点设置在中心圆上,中心圆的圆点坐标即为(0,0)。4、点击任意一个被测圆,其圆点坐标为(x,y),x、y分别为该圆相对于中心圆在水平和垂直方向的距离。该类工件不能只简单测量圆心距,相对位置关系才是该类零件能否组装合格的关键。对于工件相对位置度的检测,是二次元影像测量仪的一个基本检测功能,同时也是十分重要的检测功能,好的二次元测量仪完全可以在检测中做到完美,这是每一台影像测量仪所追求的目标。测量仪的产品技术含量高。深圳原装进口测量仪用法
测量仪是现代工业生产中比不可少的检测仪器。无锡三次元测量仪供应
影像测量仪在汽车密封条的应用。影像测量仪是目前超越的一款集光、机、电、计算机图像技术于一体的新型高精度、高科技测量仪器。影像测量仪能高效地检测各种复杂工件的轮廓和表面形状尺寸、角度及位置,特别是精密复杂的零部件与的微观检测与汽车密封条的应用方面有着出色的优势,所以影像测量仪在汽车行业也普遍的应用。1、边缘轮廓度检测。2、接触容易引起弹性变形,需采用非接触测量。目前由于密封条的生产大多数散落在条件比较简陋的小企业,规模化和自动化水平不高、设计与研发水平有限、生产设备落后,生产过程控制大多是人工手动操作,具有一定的滞后性,从而使产品的质量很难保证。尤其是密封条生产中尺寸合格性的控制目前大部分都是传统的手动测量和手动控制。随着对密封条质量的要求越来越高,传统的手动测量与控制方式已不能满足现状自动化水平的发展的要求。无锡三次元测量仪供应
- 北京测量仪公司 2026-04-15
- 成都进口二次元测量仪使用注意事项 2026-04-15
- 深圳二次元测量仪厂家 2026-04-15
- 进口三次元测量仪 2026-04-14
- 汕尾测量仪检修 2026-04-14
- 苏州非接触式测量仪特点 2026-04-14
- 测量仪介绍 2026-04-14
- 河源测量仪价格 2026-04-14
- 浙江MICROVU测量仪公司 2026-04-14
- 广东进口三次元测量仪特点 2026-04-14
- 深圳测量仪销售 2026-04-14
- 佛山进口二次元测量仪供应 2026-04-13