- 品牌
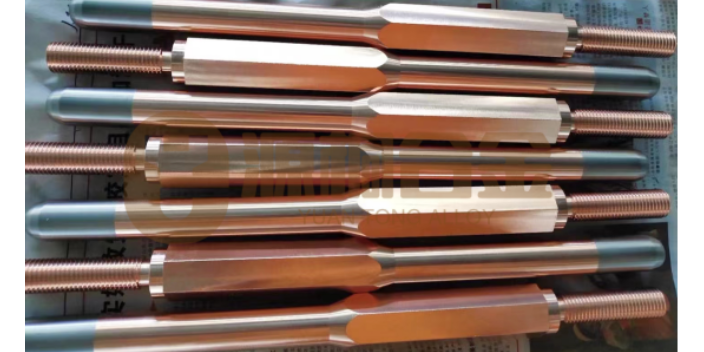
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊的概念 将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生的电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。点焊:焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。凸焊:在一焊件的贴合面上预先加工出一个或多个突起点,使其与另一焊件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。如何选择价格合适的电阻焊电极?湖北定做电阻焊电极生产

电阻电焊极-常用的电极材质:铬锆铜(CuCrZr)是常用的电阻焊电极材料,这是由它本身优良的化学物理特性及很好的性价比所决定的。较高的硬度和强度----保证电极头在一定的压力下工作不易变形压溃,保证焊接质量 .说明: 1) 合金的化学成份分析按H62-003.1-H62003.8的规定;2) 合金的硬度测量按GB230的测定,每件试样测量三点取其平均值;3) 导电率测量用涡流导电仪(涡流比较法)。每件试样测三点,取其平均值,直径小于15mm的试样,可按GB3048.2的规定测量;4) 软化温度的试验,将试样放于升温到550℃炉中其硬度与原始硬度值相比,不得降低15%以上。2) 电极是一种工业生产的消耗品,用量比较大,因而其价格成本也是一个考虑的重要因素,铬锆铜电极相对其优良的性能来说,价格比较便宜,能满足生产的需要。3) 铬锆铜电极适用于碳钢板、不锈钢板、镀层板等零件的点焊与凸焊,铬锆铜材料适合于制造电极帽、电极连杆、电极头、电极握杆、凸焊特殊电极、滚焊轮、导电嘴等电极零件。铍铜(BeCu)宝安区进口电阻焊电极价格电阻焊电极设备运用电流流过工件接触面及相邻区域产生的电阻热效应将其加热到熔化或塑性状态。

其作为电池负极的电池符号:Pt|Cr3+(c1), Cr2O72-(c2),H+(c3)标准态:c(Cr3+) c(Cr2O72-) = c(H+) = 1 mol • dm-3如果电极反应中有气体,则将细粉状的铂黑镀在铂片表面制成表面积非常大的铂黑电极,气体就能吸附在铂黑电极上。氢电极电极反应式:2H++2e-===H2 电极符号:Pt,H2(p)|H+(C) 标准态:p = 100KPa,c(H+) =1mol/L 1.电极:将铂片表面镀上一层多孔的铂黑(细粉状的铂);2.电解质:氢离子浓度为1mol/L的酸溶液中(如HCl)。3.不断地通入压力为100KPa的氢气流,使铂黑电极上吸附的氢气达到饱和。
电阻点焊接 叠放焊接材,用连接有焊接用电源的通电用铜电极夹住焊接部分并通电,借助电阻产生的热量(焦耳热)进行溶融接合的焊法。在 FA(工厂自动化)中,电阻点焊接的自动设备正在被普遍用于生产线上的接合工序。连续连接焊接点的“焊缝焊接”,在单侧材料的接合部塑造突起,对突起部集中施加电阻热的“凸焊焊接”都是运用电阻点焊接的焊法。电阻焊是将被焊工件压紧于正负电极之间,利用大电流通过工件及焊接接触面间所产生的电阻热,将工件接触面加热至塑性或局部熔化状态,并施加压力下形成焊接接头的焊接方法。电阻焊电极的保养方式。

电阻点焊是一种被广泛应用的连接技术,焊接过程是在一定压力下,大量电流流过电极之间的工件,因接触电阻和焦耳热在工件中形成熔池,熔池经冷却凝固工件即被连接起来,其焊接过程相当复杂,涉及电、热、机械和冶金现象的相互作用。焊接过程中电极头在持续承受焊接压力的作用下,要经历熔池的形成与冷却,强焊接工艺条件下熔池还易发生飞溅,均会对电极头端面尺寸、形状及表面质量造成影响,使电极头端面加速磨损的同时其端面尺寸及形状也不再满足标准要求,影响后面焊接质量,因此要依据焊接材料及焊接工艺制定合理的电极头修磨制度。电阻焊电极应用设备有哪些?浙江进口电阻焊电极结构
电阻焊电极的工作原理?湖北定做电阻焊电极生产
“十三五”期间,生产型企业要继续坚持由粗放型向集约型转变、由劳动密集型向技术密集型转变、由量的扩张向质的提升转变、由低成本低价格向高附加值高收入率提升转变、由以贴牌出口为主向逐步提高自主品牌出口比重转变,树立高标准、高质量的发展理念,采用技术改造传统产业,加大科技与研发成本,提高产品附加值,真正实现由大到强的转变。品牌建设是一项艰巨而复杂的项目,需要以市场,消费者和科学原则为指导。电阻焊电极,镶嵌电极,镶钨电极,钨铜触头公司的品牌建设也必须遵循这一基本原则。运营商的销售模式和消费者创新服务的品牌建设模式更符合国内五金公司实现飞速转型和长远发展的需求。面对严峻的宏观经济,中国电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产业积极探索,对比国际产业的发展和中国五金工具产业的现状,五金企业只有适应市场,参与国际竞争,瞄准世界,积极调整产品结构,拓展竞争空间,才是中国五金工具发展之路。近几年随着全球经济一体化进程的加快,中国电阻焊电极,镶嵌电极,镶钨电极,钨铜触头加工工业逐步成为世界五金工具产业的主力军。无论在全球工具市场,还是在中国工具市场,电阻焊电极,镶嵌电极,镶钨电极,钨铜触头的应用之广、需求量之大超乎想象。湖北定做电阻焊电极生产
源桐合金制品(深圳)有限公司成立于2006-05-25,是一家专注于电阻焊电极,镶嵌电极,镶钨电极,钨铜触头的****,公司位于航城街道九围社区九围第三工业区5号A1栋厂房3层。公司经常与行业内技术**交流学习,研发出更好的产品给用户使用。公司主要经营电阻焊电极,镶嵌电极,镶钨电极,钨铜触头,公司与电阻焊电极,镶嵌电极,镶钨电极,钨铜触头行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到电阻焊电极,镶嵌电极,镶钨电极,钨铜触头客户支持和信赖。在市场竞争日趋激烈的现在,我们承诺保证电阻焊电极,镶嵌电极,镶钨电极,钨铜触头质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。

在电阻焊领域,电极的设计和焊接工艺的优化对于提高焊接质量和效率具有重要意义。电阻点焊机中的直电极因其结构简单、承载强度高、变形小等优点而得到广泛应用。然而,在某些特殊情况下,如焊件形状复杂或焊接位置难以接近时,直电极可能无法满足需求。此时,弯电极、帽式电极、盖式电极等特殊设计的电极便派上了用场。弯电极能够承受偏心力距,适应焊件形状的变化;帽式电极和盖式电极则通过将电极分为多个部分,使得损坏部分可以单独更换,降低了维修成本。此外,旋转头电极和插头电极等设计也使得焊接过程更加灵活多变,能够应对各种复杂的焊接需求。在焊接工艺方面,点焊、缝焊和对焊是电阻焊的三种常用方法。不同的焊接工艺适用于不同的焊件...
- 深圳合金电阻焊电极标准 2024-12-02
- 点焊电阻焊电极压力 2024-12-02
- 浙江加工电阻焊电极结构 2024-12-02
- 东莞定做电阻焊电极钨铜 2024-12-02
- 河南耐磨的电阻焊电极生产 2024-12-02
- 湖北辅助电阻焊电极缺点 2024-12-02
- 宝安区导电的电阻焊电极直径 2024-12-01
- 点焊电阻焊电极工艺 2024-11-30
- 湖北导电的电阻焊电极价格 2024-11-30
- 上海定制电阻焊电极特点 2024-11-30



- 河南合金电阻焊电极设计 2024-11-28
- 浙江镀银电阻焊电极标准 2024-11-28
- 北京辅助电阻焊电极硬度 2024-11-28
- 无锡耐磨的电阻焊电极直径 2024-11-28
- 宝安区镀银电阻焊电极厂家 2024-11-28
- 宝安区制造电阻焊电极规格 2024-11-27


- 东莞定做电阻焊电极钨铜 12-02
- 上海点焊镶钨电极设计 12-02
- 河南耐磨的电阻焊电极生产 12-02
- 湖北辅助电阻焊电极缺点 12-02
- 广东靠谱的钨铜触头设计 12-01
- 江苏辅助钨铜触头价格 12-01
- 河南合金镶钨电极工厂直销 12-01
- 湖北定制钨铜触头硬度 12-01
- 广东制造钨铜触头标准 12-01
- 辽宁镀银钨铜触头 12-01