刮痕是什么?这种质量问题是怎么导致?如何解决?刮痕就是吸塑产品生产出来以后表面会出现刮印,也是质量上经常出现的问题,发生的原因是因为在生产的过程中,手工的工序较多,易碰撞发生磨擦,冲床人员以及包装人员的操作方式是**关键的环节。解决方法是轻拿轻放小心处理产品,保持工作台的清洁卫生,工作人员配戴手套等相关事项,也能有效地防止刮花的情况发生,吸塑包装产品的手工工序较多,因此在每个环节都必须要密切关注的,才能避免次品的产生。化妆品吸塑托盒生产工艺。安徽透明化妆品吸塑托盒生产企业

案例二耐高温吸塑托盘这是一家国内**的终端品牌的产品内托,根据客户的耐温要求,对PET材料进行了配方的改进,改性后的PET材料在高温环境下,吸塑托盘仍然不会变形或软塌,能经受高温运输的考验。同时,经过对结构的巧妙设计,能使用较薄的胶片,制作出能承受较重产品的吸塑托盘。案例三改性耐高温PLA制品这是为某化妆品设计的吸塑托盘,采用生物降解的***制作,通过工艺及配方的改良,用一步法工艺达到远洋运输的高低温及抗冲强度的要求。循环使用废弃后在工业堆肥的条件下,在180天内能降解90%以上,符合EN13432标准,为可持续发展提供了解决方案。定制化妆品吸塑托盒生产厂家化妆品吸塑托盒厂家。

国产胶片1.APET本透片材APET贴膜片透明光洁的APET普通片材,适用与折盒、印刷、吸塑。2.抗静电片材分三类,抗静电指数级别不同,适用不同需求的电子产品的包装。A类:采用内注技术。抗静电指数:109~1011B类:采用涂布技术。抗静电指数为:109~1011APET片材C类:采用涂布技术。抗静电指数为:108~1010APET贴膜片3.APET导电片用于***电子产品包装和周转箱,内托、外包装等。4.APET颜**各种颜色的透明或不透明片材,适用与化妆品、食品类高要求的包装。5APET平片片材成型后,直接用高精确度裁剪机,切成符合要求尺寸的APET平片。6.APET复膜片材APET挤出片成型后,立即复上透明保护膜。可单面复膜,亦可双面复膜。适用于对片材表面要求极高的包装或印刷等。7.APET抗UV片UV即紫外线,抗紫外线APET片材。产品经过国家相关机构测试,符合抗紫外线要求。
原料价格:根据产品的用途,确定采用何种材质和等级的材料,寻该种材料较低供应商胶片厚度:预诂该产品须用多厚的胶片制作,要根据成型各部位的厚度和形状而定排版数量:根据产品外形尺寸和形状,计算一版能排多少个模,排密了会降低产品质量,排稀了会增大材料损耗,使成本上升材料损耗率:主要因素为产品形状、产品数量以及外形尺寸与吸塑机底盘适配程度,形状越方正、产量越大,损耗率就越小材料成本的计算公式产品材料成本=1吨原料价格/1吨原料产成品数量1吨原料产成品数量=1吨原料长度/(吸塑模板长度+4cm至15cm拉伸边)X排版数量X(100%-材料损耗率)1吨原料长度=1吨/材料密度/胶片厚度/宽度(吸塑底盘宽度)其中材料密度(PVC为1.36T/M3)、吸塑底盘宽度(0.51-1.20M)、模板长度及其他四项参数均靠专业经验估算折叠化妆品吸塑包装内托盒。

模具选择吸塑包装模具一般有石膏模、电镀铜模和铝模三种石膏模:用石膏在半湿的状态下雕刻成型,然后烘干即成模具,石膏模成本低,易于修改,但石膏模精度不够高,表面不光滑而且易碎不耐用,因此它常用来打佯、做电镀铜模的模种或一些要求不高小批量生产的吸塑模具。铝模:用铝锭通过机械(车床、铣床、CNC等)加工而成。铝模精度高、表面光滑而且经久耐用,但价格非常贵,铝模一般用在精度要求较高铜模达不到的吸塑产品上。电镀铜模:用石膏模种制成样品后,电镀一层铜壳即为电镀铜模,成本相对石膏模高,但比铝模便宜得多,因其表面光洁耐用、低成本的优点,电镀铜模是**常用的一种吸塑模具。吸塑托盒-规格多样 支持定制。海南哑光化妆品吸塑托盒材料区别
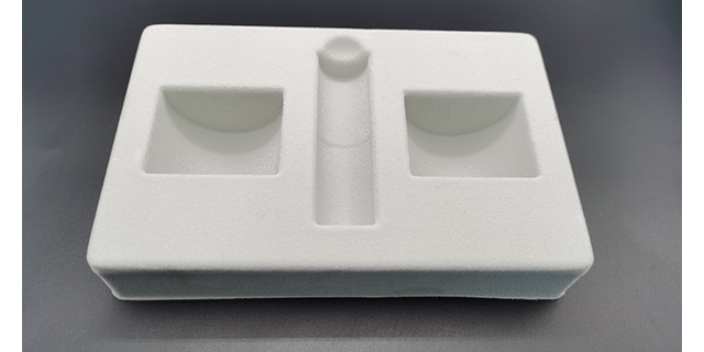
化妆品吸塑托盒效果图。安徽透明化妆品吸塑托盒生产企业
水波纹和气泡是什么?怎样导致的?如何解决?水波纹和气泡就是材料的表面出现水印和泡点,这样的吸塑产品会直接的影响到包装物品的外观,降低了包装物的外观形象。水波纹的导致是片材商的关系片材在生产的过程当中,有水波纹是生产胶片时的速度快慢有关系。气泡,的原因就是片材生产时温度过高或者是片材的混合生产导致或片材生产时渗入空气的原因引致,存在气泡的材料会导致吸塑包装制品穿孔及变形,成为次品,解决方法是材料采购回来时或生产前一定要观察片材的质量后方可入库或生产。安徽透明化妆品吸塑托盒生产企业