- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻点焊是将焊接耗材堆叠起来,将被焊部分夹在连接到焊接电源的通电用铜电极间,通电之后,利用电阻产生的热量(焦耳热)进行熔焊的一种焊接方法。在工厂自动化之中,电阻点焊的自动化设备被广泛应用于生产线之上的连接工序。连续连接焊点的“缝焊”、在侧材料交界处形成突起的“凸焊”以及对突起处施加电阻热的“凸焊”都是采用电阻点焊的焊接方法。电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。电极材料1.对于电阻焊,通常采用合金电极。常用的合金电极材料有:低碳钢、中碳钢、高碳钢和合金钢等。2.电极材料应具有较高的熔点,即有较大的电阻系数,这样可降低焊接时的热输入。根据这一原理,用含钨、钼或其它合金元素的电极材料进行焊接时,会形成熔核。熔核形成后,随着电极与工件接触面积的增大,电弧热量通过熔核向工件传递。在这个过程中,由于熔核温度很高,会使熔化的金属凝固。因此,在焊接过程中要不断地对熔核进行冷却。冷却的速度越快,熔核直径就越小;反之则越大。同时熔核的直径也随着时间而增大。3.电极材料应具有良好的导热性。 电阻焊电极的应该范围有哪些?北京辅助电阻焊电极批发价

一、什么是电阻焊电阻焊是指利用电流通过焊件和触头产生的电阻热作为热源,对工件进行局部加热,同时对工件加压进行焊接的方法。焊接时,不需填充金属,生产率高,焊件变形小,易于实现自动化。电阻焊是一种以电阻热为能源的焊接方法,包括以渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是通过电流流过工件的接触面及邻近区域,将其加热至熔融或塑性状态,形成金属结合的一种焊接方法。电阻焊接方法主要有四种,即点焊、缝焊、凸焊和对焊。二、电阻焊的特点1:电阻焊是利用焊件内部产生的电阻热从高温区传导到低温区,加热熔化金属而实现焊接。属于内部分布式能源。2:电阻焊的焊缝在压力作用下凝固或聚集结晶,属于压力焊的范畴,具有锻造的特点。3:由于焊接热集中,加热时间短,热影响区小,焊接变形和应力也小。因此,通常焊后不需要校正和热处理。4:一般不需要焊接、焊丝、焊剂、保护气体等焊接材料,焊接成本低。5:电阻焊的熔核始终被固态金属包围,熔融金属与空气隔绝,焊接冶金过程比较简单。6:操作简单,易于实现机械化和自动化,劳动条件好。7:生产率高,可与其他工序一起安排在装焊生产线上。然而,闪光焊接仍然需要隔离,由于火花飞溅。北京辅助电阻焊电极批发价电阻焊电极的规模有哪些?

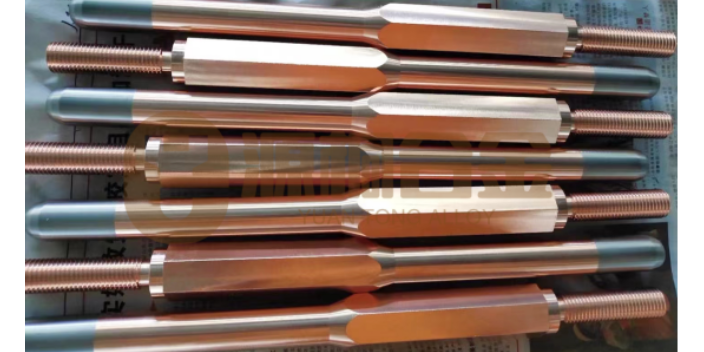
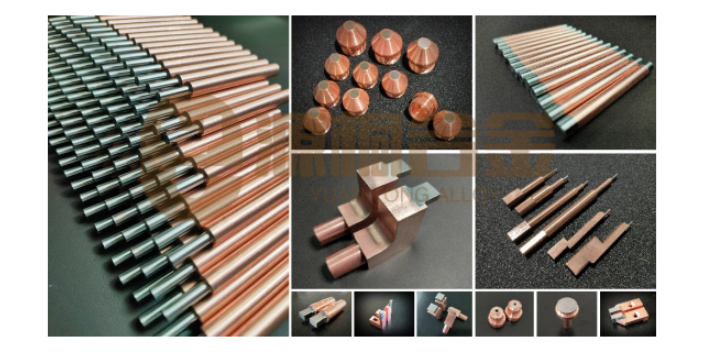
源桐合金制品(深圳)有限公司致力于钨、钼等难熔金属制品,钨铜、铍钴铜、氧化铝铜(镶嵌电极,镶钨电极,电阻焊电极,钨铜触头等)合金电极的研发生产。二十年来服务于电子、电力、汽车、电器、新能源等多领域多品种行业,多年的经验积累培养了一批专业的服务团队,从产品研发、生产制造到销售服务为客户产业创新和发展提供更好的产品解决方案。接下来的篇幅将简单介绍下本公司部分电极产品:镶嵌电极示例镶嵌电极是电阻点焊电极的一种,又称组合电极。镶嵌电极能很大限度地将热能集中在被焊工件之上,从而形成高效的熔核。同时,镶嵌电极的大部分铜棒易于设计为水冷,因此镶嵌电极在高温和大电流应用中比纯钨电极和纯钼电极更好。源桐的铜镶钨电极使用各种材料制成的钨焊头,杆根据需要采用紫铜、铬锆铜等材料。焊头与铜棒的结合采用钎焊等多种形式。镶钨电极示例镶钨电极是一种常用于高温高压环境下的电极材料,由钨和其他金属(如铜、银、钴等)组成。镶钨电极具有以下特点:高温高压下稳定性好:钨具有高熔点和高硬度,能够在高温高压下保持稳定性,不易熔化或变形。寿命长:镶钨电极的寿命比普通电极长,能够承受更高的电流和电压,不易受到腐蚀和磨损。
电阻电焊极:工件的电镀类型和厚度镀层造成电极粘接以及减低使用寿命。电镀的焊料,锡,锌具有低电导特性。所以要用2号,3号,或者20号。焊接一段时间之后,锡,焊料,锌会进入到电极降低焊接质量。为了减少镀层材料“污染”电极有以下办法:(1)试验一下钨铜,钨,钼材料做电极端头。尤其是钨钼,不受镀层的影响。(2)电极端头面积尽量大,面积大的电极头降低了平均温度,因此减少电极粘接。3:工件焊接的几何图谱(焊接路线)焊接圆-圆或者圆-方工件比较好用方头电极端头。理论上方头无论焊接点准不准确,焊接接触长度都是一致的。圆头在焊接点不同的时候,造成接触长度不一致。电阻焊电极技术操作简单 、可机械化程度高, 在未来的应用里仍会占有重要地位。

电阻焊的概念 将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生的电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。点焊:焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。凸焊:在一焊件的贴合面上预先加工出一个或多个突起点,使其与另一焊件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。电阻焊电极的工艺有哪些?湖北定制电阻焊电极缺点
铬锆铜电极达到了焊接电极四项性能指标很好的平衡。北京辅助电阻焊电极批发价
电阻焊电极原理与应用 焊接厚0.1mm~9mm 电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合,获得期望的焊接效果。 = I2*R*T*C公式,H = 总热量I = 电流R = 电阻T = 时间C = 损失。电阻焊接的应用:电阻点焊焊接厚度限制在0.1mm~9mm之间,有色金属可以采用电阻焊来完成两个工件的熔合工艺,可应用在芯片或汽车焊接。产品,铜(铜线、铜片)(铝片、铝管)铁(铁片、铁皮)不锈钢(不锈钢片、不锈钢网、不锈钢管)北京辅助电阻焊电极批发价
电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17



- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15



- 浙江制造钨铜触头缺点 11-23
- 江苏定做钨铜触头规格 11-23
- 辽宁加工钨铜触头规格 11-23
- 浙江点焊钨铜触头特点 11-22
- 江苏镀银钨铜触头用途 11-22
- 广东导电的钨铜触头缺点 11-22
- 河北耐磨的镶钨电极有哪些 11-22
- 湖北合金钨铜触头特点 11-22
- 深圳定做镶钨电极生产 11-22
- 浙江辅助镶钨电极规格 11-22