- 品牌
- 健坤
- 型号
- 可咨询
测试桩:测试桩用于阴极保护参数的检测,是管道管理维护中必不可少的装置,按照测试功能沿线布设。通常测试桩要和参比电极结合起来一起使用。现在的测试桩有水泥测试桩,钢管测试桩,玻璃钢测试桩。1、测试桩通常用来检测被保护对象的保护电位。2、在储罐阴极保护中,有的采用测试桩进行电位测量,有的通过参比接线箱上的端子直接进行测量。铝热焊接:铝热焊接是一种铝还原另一种金属氧化物这样的一个铝热反应生成熔融的铜或铁来实现焊接的。铝热焊接的特点是反应速度非常快,几秒钟就可以完成焊接,无需电源。铝热焊主要可以焊接:纯铜、黄铜、青铜、紫铜、铜包钢、纯铁、不锈钢、铸铁等。阴极保护产品施工要求,就找四川健坤科技有限公司。制造阴极保护现货

接地装置防腐蚀维护档案;接地装置防腐蚀维护档案应包括如下内容;a)接地装置的设计、施工资料,包括竣工日期和竣工图纸;b)阴极保护产品的设计、施工资料和竣工图纸;c)常规检查和特殊检查的检查记录,检查记录应包括工程名称、检查方式、日期、环境条件、发现异常的部位和程度;d)各项检查所提出的建议、结论和处理意见;e)阴极保护系统修复的设计和施工方案;f)阴极保护系统修复的详细施工记录、检测记录和验收结论。5.牺牲阳极阴极保护系统设备零、部件清单;包括名称、图号、规格、材质等;石化阴极保护哪里买阴极保护产品的连接方式,就找四川健坤科技有限公司。

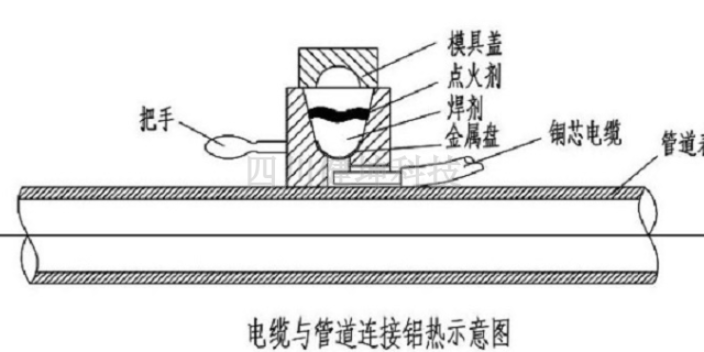
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。
阴极保护产品运行维护手册:在阴极保护产品工程全部完成后,在测试桩处检测接地网的电位;;②阴极保护工程自完工之日起3个月内每周测量一次,4~6个月内每半个月测量一次,半年之后每个月测量一次,当达到保护电位并稳定后,可半年测量一次。;3.接地装置阴极保护产品的防腐蚀维护步骤;接地装置的防腐蚀维护可按下列步骤进行;a)根据常规检查、特殊检查情况,判断接地装置阴极保护系统的状态;b)根据检查结果对接地装置的防腐蚀效果做出判断,决定保护系统的检修、更新以及检修的范围和程度;c)根据检查结果对接地装置的安全和使用寿命进行判断分析,必要时采取补强措施。阴极保护产品保护效果,就找四川健坤科技有限公司为您解答。

阴极保护计算说明(1)保护对象:炼油厂管道总长达94.9km,钢质和铸铁管道外表总面积达1050dam2;(2)保护电流密度的选取和保护电流的计算:金属构件施加阴极保护时,使金属达到完全保护时所需要的电流密度为小保护电流密度,在设计时称为阴极保护电流密度,选取的阴极保护电流密度大小是影响金属构件防蚀效果的主要参数,它与小保护电位(钢为一0.85V)相对应。如果选取的保护电流密度偏低,会造成保护不足,金属构件达不到全保护,产生不同程度的腐蚀;反之,将会造成不必要的材料和施工的投入。阴极保护电流密度与许多因素有关,如被保护金属的种类、表面状态、表面防腐蚀涂层的种类和质量、介质的性质、有效保护年限以及外界条件的影响等。这些因素的差异可使阴极保护电流密度由几个μA/rn2变化到数百个μmA/m2。根据以往的工程经验和综合考虑两厂区的实际情况,在炼油厂区选取阴极保护电流密度为i=7mA/m2。结合“保护对象”中所给出的保护面积,计算厂区管线所需保护电流为:I=2.5i×s=2.5×7×10.5=1838(A)四川健坤科技有限公司的阴极保护产品生产历史超过十五年。制造阴极保护现货
阴极保护产品高硅铬铁,就找四川健坤科技有限公司。制造阴极保护现货
经过对厂区内的腐蚀调查,对厂区输水管网及其腐蚀现状有了详尽的了解。厂区内管网运行多年、涂层破损严重、腐蚀环境恶劣,需要很大保护电流,所以应选择外加电流法为主的保护方法;炼油厂区内管道密集、纵横交错,再加上工业建筑基础、储罐基础、输配电网、接地网,构成了极其复杂的地下金属结构网络,所以应设计使用深井阳极地床的阳极,以解决进行阴极保护时复杂金属网络的屏蔽问题。方案的设计思路是,以采用80m深井阳极地床的外加电流阴极保护为主,对地下输水管网中的钢质管道实施保护,在各别屏蔽的欠保护区域辅助以镁合金牺牲阳极保护。制造阴极保护现货

- 成都阴极保护厂家直销 2024-11-25
- 贵州锌镁合金防腐接地线厂家供应 2024-11-25
- 贵州镁合金阳极组件生产厂家 2024-11-25
- 云南测试桩生产厂家 2024-11-24
- 阴极保护GBT16166方案 2024-11-24
- 陕西锌镁合金防腐接地棒生产厂家 2024-11-24
- 自贡锌镁合金防腐接地棒厂家现货 2024-11-23
- 阴极保护镁预算 2024-11-22


