不管是手工操作还是机器加工–越来越多的钣金加工企业开始将倒圆角处理整合到零部件加工工艺链当中。对零部件毛边进行倒圆角处理不仅*是为了预防工伤事故,经过精确倒圆角加工后的零件也是保证其后续加工顺畅进行的前提条件。(为去毛刺加工降低工时和资源)如果去毛刺工序需要整合到您的生产流程当中,您还需要考虑如何优化倒圆角加工前后的物流程序。例如合理安排材料流、机械手、联机性操作或零件旋转输送等工序。如何节省工时和资源也是您同时需要考量的因素,特别是如何减轻操作工人的劳动强度:即使提举和翻转不足25公斤重的零件也需要消耗相当的体力。此外,人工去毛刺还会使工人的手长时间处于震动状态,会对其身体健康产生不良影响。江苏荣协科技磁力工装质量如何?广西气动式倒角机有哪些
其次,当设备出现由液压系统故障导致的工作异常时,为使现场液压技术人员能够快速准确的确定故障原因并给予解决,对夹钳小车装置的液压系统进行简要分析。同时,此分析也有助于帮助技术人员对此装置液压系统的进一步认识。再次,本课题研究的**主要目的是明确造成钢板铣削质量超差的原因,针对此问题,本文采用反推法,即由末端产品状态与检测结果入手,通过单纯几何位置关系,分析夹钳小车装置单独作用对铣削质量的影响,而后分析钝边铣削单元与夹钳小车装置综合作用对铣削质量的影响,并针对每种运动状态结合具体实例加以说明,绘制出与之相对应的钝边高度变化关系曲线,进而明确运动状态与钝边高度变化之间的关系,为技术人员快速判断故障原因提供理论参考。***,在前述工作基础上对夹钳小车装置进行综合分析,以进一步明确**有可能造成钢板铣削质量超差的原因,并针对原因提出与之相对应的检测建议和改进措施,为后续设备的改进提供参考。黑龙江国产倒角机怎么样GCR-70PCL使用气动驱动,保证作业者安全。
、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=**窄实际原板宽度-8mm。灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。
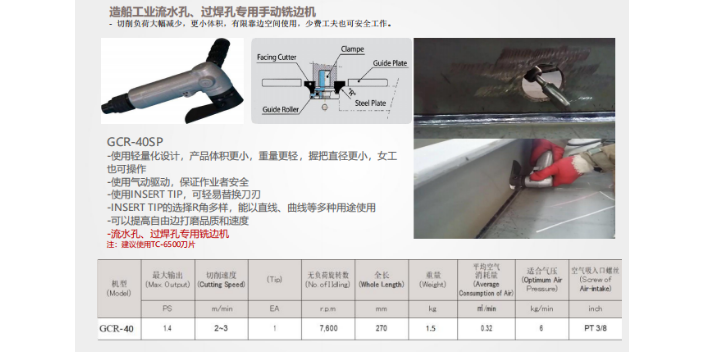
铣边机具有体积小、重量轻、方便移动、操作简单等特点,适合小型工厂使用。加工速度和铣床相比并不逊色,此外该型号的铣边机配备了常用的数控刀片,让客户使用成本低廉。特点:1.坡口角度范围调节大,在20至60度范围内任意调节;2.减速机后置有利于加工窄板,且安全;3.独特的控制箱与电气箱分离式设计,让操作安全;4.采用密齿铣刀盘铣削坡口,单刀片切削更轻快;5.加工坡口表面光洁度达到Ra3.2-6.3,完全满足压力容器焊接要求;6.体积小、重量轻是一款便捷式自动行走铣边机,亦是一款便捷式的坡口机;7.冷切削坡口作业、坡口表面无氧化层。COTR-501气动式自动铣边机根据造船海工的PSPC规定,可加工断面2R3C。
2、灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。3、规范使用及刀片更换铣边机必须定期润滑、保养,以保证设备的完好及稳定性。必须选用耐磨、散热性能较好的涂层刀片,并及时、定期更换。需要注意:铣刀盘追求整体效果,如果只更换部分刀片,会引起“金属线”缺陷,也会增加其他刀片的工作强度,因此,换刀时必须全部更换。进口气动式自动铣边机哪家好?浙江铣边倒角机出厂价
韩国气动式自动铣边机COTR-501哪里有卖?广西气动式倒角机有哪些
作为焊管生产线中的高精度关键设备,铣边机技术的发展和研究一直为国内外焊管厂家所关心。本文以某合作企业现有大口径直缝埋弧焊管线机组(UOE)中的铣边机为研究对象,针对钢板铣削质量超差问题,对铣边机系统中夹钳小车装置的状态及系统精度进行分析。论文主要工作内容如下:首先,为***掌握UOE焊管线机组铣边机系统中夹钳小车装置的机械结构特性,利用三维制图软件Pro/E建立夹钳小车装置的三维实体模型,进而利用有限元分析软件Abaqus对其进行应力及变形分析,以明确此装置中的薄弱环节,为后续设备的改进奠定理论基础。广西气动式倒角机有哪些