- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
低倍组织热酸蚀装置在酸洗槽2内放入铝样板并倒入酸溶液,所述酸溶液为硝酸、盐酸和水按1:1:1的重量比例配制的混合溶液,酸溶液的用量以浸没铝样板高度的一半为宜,通过酸溶液对铝样板表面进行腐蚀,腐蚀时间为5分钟左,直至铝样板显现铝合金的晶粒;之后,将铝样板放入水槽5内清洗铝样板表面,清洗完毕后观察铝样板上的晶粒的尺寸,根据行业标准判断铝样板上的晶粒尺寸合格与否。在碱洗槽3内放入铝样板并倒入碱液,所述碱液为氢氧化钠和水按1:1的重量比例配制的混合溶液,碱液的用量以浸没铝样板高度的一半为宜,通过碱液对铝样板表面进行腐蚀,腐蚀时间为10分钟,直至去除铝样板表面的油脂;之后,将铝样板放入水槽5内清洗铝样板表面,清洗完毕后即可观察铝样板表面的缺陷情况;炸洗槽4的作用是模拟产品的后续表面清洗工艺,了解其处理后的表面质量情况,使生产工艺和质量控制更有针对性。首先在炸洗槽4内倒入炸洗液,所述炸洗液采用炸粉与水进行配制,通过炸洗液对铝样板进行炸洗,炸洗时间10分钟,炸洗结束后,将铝样板放入水槽5内清洗铝样板表面,分析铝样板表面质量是否符合要求。其中,炸洗槽内4的溶液类型也可根据实际需要进行调整,并不只限于炸洗液。其中。 低倍组织热酸装置腐蚀温度多久?四川锻造流线低倍腐蚀操作说明

按照GB/T226中推荐的冷蚀液,酸蚀的效果并不理想,且冷蚀检验法腐蚀的程度轻,对酸蚀过程操作要求严格,如酸蚀液涂抹不均匀会造成成分偏析的假象,如刷洗不充分,微小的气孔等缺陷则不能充分显示,造成低判或漏判。对于硫印检验,此法存在污染小,周期短,操作简单的优点,但是缺点在于从检验的图样上来看,不能显示等轴晶、树枝晶及坯壳致密等轴晶的比例,且局限于ωs>,当铸坯中s含量较低时,硫印片模糊不清,甚至出现“白板”。枝晶腐蚀检验是将试样用铣床铣平、磨床磨光(表面粗糙度<。μm)、抛光机抛光(表面粗糙度<μπι)达到镜面光洁度,在室温条件下使用特定的腐蚀试剂进行浇蚀、擦蚀或者浸泡试样检验面约12min。该工艺虽能够判定铸坯内部质量的各项指标,准确测定等轴晶、树枝晶及坯壳致密等轴晶的比例,但是缺点在于对试样加工光洁度要求极高,加工过程耗时耗力,周期太长。对于热酸蚀检验,通常采用的工艺为将试样加工至合适尺寸,经铣床加工至表面粗糙度不大于μπι,然后将试验放入事先加热到60?80°C盐酸和硫酸混合溶液中酸蚀15?25min,再用热水清洗。此方法优点在于试样加工的光洁度要求不高,能够充分显示各自缺陷,但是缺点在于需对酸进行加热。 黑龙江赋耘低倍腐蚀低倍组织热酸装置,低倍电解腐蚀装置腐蚀后的材料如何清理?

低倍组织热酸蚀装置,该装置包括控制器l、酸蚀器2,所述的控制器l由计算机和可控硅组成,所述的酸蚀器2包括酸蚀槽3、样品框4、温度传感器5、接地棒6、酸蚀槽上盖7,其特征在于,所述的酸蚀器还包括电加热器8、保护板9、多层样品层板IO,安装固定板ll,所述的电加热器8设置于酸蚀槽3底部,所述的保护板9呈L形,置于电加热器8上方,样品框4置于保护板10上,样品框4上放置多层样品层板10,所述的安装固定板11设置在酸蚀槽3—侧面,温度传感器5、接地棒6和电加热器8均固定在安装固定板ll上,所述的控制器1和酸蚀器2分开放置,温度传感器5、接地棒6和电加热器8分别用长导线经安装固定板11上的孔穿出与控制器l连接,酸蚀槽上盖7与酸蚀槽密封连接。所述的电加热器由电热丝,电热丝外包铁管以及铁管外包聚四氟乙烯管组成。所述的电加热器8蛇形弯曲均匀平铺于酸蚀槽底部。所述的保护板9通过其底部支架与酸蚀槽3底部接触相连,保护板的底板和侧面大小与酸蚀槽3相匹配,温度传感器5、接地棒6、电加热器8和安装固定板11位于酸蚀槽3和保护板9之间所述的保护板9底部分布设有数个漏液小孔。所述的样品框4通过其底部支架与保护板9接触相连,其底部分布设有数个漏液小孔。
全自动低倍组织酸蚀过程中在试样现场通过火焰切割机对试样进行切割,将切割后的试样送到实验室,试样以铣床加工为主。试样切割具体作业为:横向试样在现场切割两次得到毛坯样,少量的纵向试样需要切割3次。加工时间:火焰切割需要时间5-10分钟,带锯切割时间10-60分钟。取样部位根据:GB226_91《钢的低倍组织及缺陷酸蚀检验法》、攀钢内部标准以及用户合同特殊规定,部位:大多数试样为横向试样(端截面),部分为纵向试样(沿纵轴截取,长度一般是端面周长或者是直径的)。试样传输系统为MLF-LIFT智能行车,用于试样在设备间的搬运,由轻型标准行车进行数控改装而成的双梁式智能行车,载重500KG,比较大速度2M/S,Z轴升降方式采用刚性导向柱形式,做到在移动过程中避免工件的晃动,升降过程全程由激光测距仪自动定位精度2mm,升降速度。在升降柱底端装备电磁吸盘和自动定位缓冲装置,行车X、Y轴向的移动:全部采用变频电机或伺服电机驱动加上激光测距仪定位由控制系统SMENSPLCS7300(PR0FIBUS双电缆通讯)进行X、Y轴的准确定位,确保试样工件能自动传送到预定位置。由于全自动方圆坯连铸低倍检验系统主要承担中高碳钢、合金钢。
低倍加热腐蚀装置加热管功率!

如重轨钢、管线钢、轴承钢、齿轮钢、弹簧钢、油井管钢、锅炉管钢等)连铸坯(方坯圆坯)低倍试验任务,显示中心偏析、三角裂纹、角裂纹、缩孔等质量缺陷,对部分低C、低S的钢种,承担合金钢连铸坯低倍试验任务,并根据显示的质量缺陷以及图谱标准进行质量判定。且测试样件的形状:圆还:<t200mm,方还:200mmX200mm以及360mmX450mm。故在选择统磨床必须能全部覆盖所有样件要求。本发明使用的数控龙门铣床是一台双轴双工位铣磨床,即先进行铣削加工,再进行磨加工,采用先进的进口PLC控制系统实现(X,Z)两轴联动,即龙门架左右两边分别安装铣床主轴箱和砂带机。本机床只要进行单向端面立铣(即双Z轴运作),工件进行一次装夹可完成铣削加工机磨铣加工。工作台纵向进给必须由数字程序控制,要求运作平稳,承载力矩大,工作台两边必须有自动排铁屑功能。 低倍组织加热腐蚀装置腐蚀液!四川锻造流线低倍腐蚀操作说明
低倍电解腐蚀装置低倍加热腐蚀装置赋耘厂家!四川锻造流线低倍腐蚀操作说明
全自动低倍组织酸蚀系统通过上述结构改进,对钢样进行单面立铣,需将经铣磨过的立面浸入酸洗机中,不需要将整个钢样浸没在酸洗机中,节省了盐酸的用量,同时,避免了浸没整个钢样时出现的盐酸外溅的情况,因此该全自动低倍组织酸蚀系统能够简便、安全地对钢材试样进行质量检测。并且,在上述结构设计中,酸雾处理装置中的所有通风管路均采用PVC(聚氯乙烯)材料。在现有技术中,没有酸雾处理装置,酸雾挥发对设备造成腐蚀。在本发明中,包括酸雾处理装置,从而可以有效地降低酸雾对设备的腐蚀程度,延长设备的使用寿命。具体实施方式中,还包括:对钢样进行第二次切割的液压升降带锯。由于火焰切割机加工的钢样厚度大,精度不高,因此还需要使用液压升降带锯对钢样进行二次加工,可以获得精度较高的钢样。因此,采用液压升降带锯对钢样进行二次加工,可以加工出尺寸不超出龙门铣磨床I的工作台范围的钢样。在实际应用中,液压升降带锯对横向钢样进行两次切割,对纵向钢样进行三次切割。 四川锻造流线低倍腐蚀操作说明

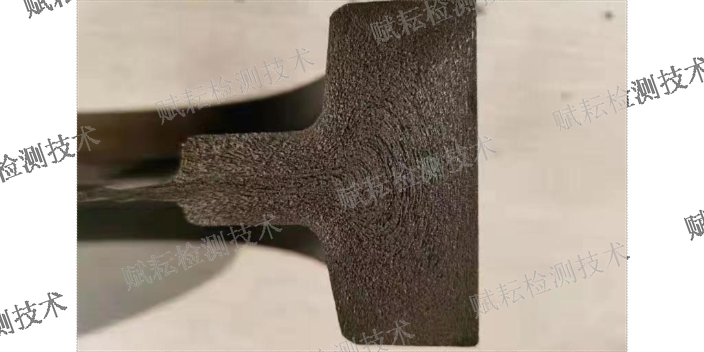
金属铸件在机械制造等领域中应用,但铸件中容易出现各种缺陷。低倍腐蚀对于检测这些缺陷具有重要意义。通过低倍腐蚀,可以清晰地观察到铸件中的缩孔、疏松、气孔等缺陷的分布和大小。缩孔通常出现在铸件凝固的部位,会降低铸件的强度和致密性。疏松则是由于金属凝固过程中补缩不良而形成的微小孔隙。气孔可能是由于熔炼过程中气体未充分排出或浇注过程中卷入气体所致。利用低倍腐蚀技术发现这些缺陷后,可以通过改进铸造工艺,如优化浇注系统、调整凝固顺序、控制熔炼过程中的气体含量等措施来减少缺陷的产生,提高铸件的质量。低倍腐蚀浸蚀方法有哪几种?湖北赋耘低倍腐蚀用什么腐蚀液进行低倍腐蚀首先要对样品进行预处理,包括切割、磨光和抛光...
- 江西钢材料缺陷低倍腐蚀怎么使用 2024-11-14
- 河北金属制品低倍腐蚀什么价格 2024-11-14
- 福建低倍腐蚀怎么选择 2024-11-07
- 浙江金属材料断口低倍腐蚀国标 2024-10-23
- 安徽金相低倍腐蚀酸雾系统 2024-10-21
- 河北赋耘低倍腐蚀适合什么行业 2024-10-21
- 辽宁耐高温低倍腐蚀怎么选择 2024-10-21
- 重庆耐高温低倍腐蚀适合什么行业 2024-10-20
- 陕西流线低倍腐蚀代理加盟 2024-10-20
- 重庆流线低倍腐蚀酸雾系统 2024-10-20


- 北京钢材料缺陷低倍腐蚀用什么腐蚀液 2024-09-12
- 湖南锻造流线低倍腐蚀什么品牌性价比高 2024-09-11
- 山东锻造流线低倍腐蚀操作说明 2024-09-11
- 锻造流线低倍腐蚀国标 2024-09-11
- 四川金相低倍腐蚀国标 2024-09-11
- 内蒙古钢铁行业低倍腐蚀国标 2024-09-11




- 带背胶阻尼布抛光液品牌排行榜 11-27
- 四川带背胶帆布抛光液厂家直销 11-27
- 重庆铝合金抛光液适合什么材料 11-27
- 四川带背胶海军呢抛光液代理加盟 11-27
- 湖北带背胶海军呢抛光液哪家性价比高 11-26
- 陕西铝合金抛光液代理加盟 11-26
- 安徽抛光液适合什么材料 11-26
- 重庆氧化铝抛光液适合什么材料 11-26
- 重庆钛合金抛光液适合什么材料 11-26
- 河南带背胶阻尼布抛光液 11-26