- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
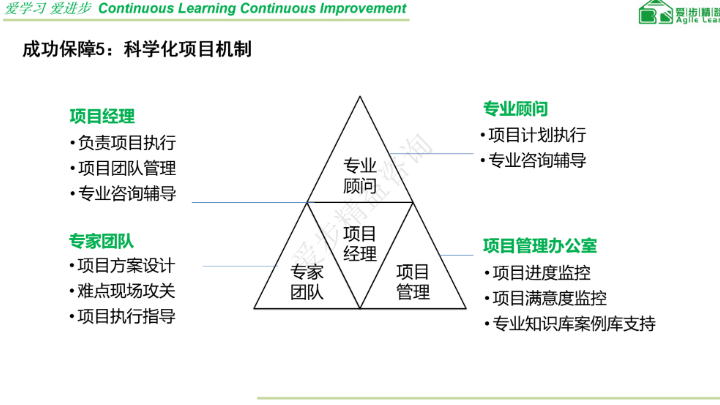
俗话说“外来的和尚好念经”,管理变革通常是工具方法的改变,同时也会涉及组织架构的调整,以及责、权、利的重新分配。在涉及这些敏感问题时,咨询师客观公正的角色,更容易被企业内部各方所接受,借助“外脑”、“外力”的重要性也让越来越多的企业开始意识到内部人员进行管理变革的局限。咨询师作为第三方外部人员,先不谈专业能力,其公正中立的角色定位天然没有这些局限,不用担心老板不喜欢,不必顾虑同事猜忌,可以单纯地从“是否符合企业利益增长”的角度来考虑问题。而且其相对中立的角色定位,可以科学合理地平衡各方诉求,是企业沟通的桥梁与纽带,以此推动企业内部变革,也更容易被企业内部人员接受。企业应当将生产过程划分为一个个小步骤,优化每个步骤,从而提高整个生产流程的效率和稳定性。莆田精益生产提质增效

通过管理咨询公司提供的服务,提高企业管理水平,从而提升企业运营效益。既然是投资,就要算投入和产出,产出>投入,就“值”;产出<投入,就“不值”。那么管理咨询对受咨询方的价值在哪里?主要在四个方面:1、方案价值。咨询顾问根据客户实际情况,运用知识和经验,为客户提供的咨询方案。这也是大多数咨询项目与客户约定的主要项目目标。2、传递知识和经验。在咨询项目实施过程中,咨询顾问通过课程培训、访谈、会议、日常沟通中给客户传递的先进管理理念、管理方法、管理工具等;3、人才培养。在咨询项目实施过程中,帮助客户管理团队接受管理理念、管理方法、管理方案等,从提升管理人员技能和素养的提升。4、咨询业绩效果。咨询项目实施后,因为管理咨询项目对客户管理水平的提升效果,直接或间接为客户创造的价值。这四个方面的价值,能直接衡量是第四个——咨询业绩效果。这也是咨询项目价值主要的价值体现。要衡量业绩,首先需要选择可以量化的经营业绩指标,通常可以提供客户在短期内可以衡量的经营业绩有:按期交货率提升、存货占用资金降低、应收账款和坏账降低等。珠海爱步精益精益生产人才绩效管理应用于各个行业和领域。它可以帮助企业提高生产效率、降低成本、提高产品质量,并实现持续改进和创新。
1、定义/识别价值精益实践的关键出发点是价值,而价值只能由客户来确定。而提供错误的产品或服务是一种“浪费”。请注意,“精益”不是制造系统的目标,“价值”才是制造系统的目标,客户的价值认知和我们的成本与努力无关。我们要以客户价值认知作为精益的起点,形成决定性竞争优势,作为发展制造系统的目标。如果“目标”错误,后续发展的制造系统会是一项“浪费”。很多情况,竞争对手未察觉产业或运营模式问题,而检视业界造成客户的问题,是识别决定性竞争优势的起点。
厦门爱步精益咨询有限公司是一家专业的企业管理咨询服务公司,致力于为制造型企业提供高效、精益的管理咨询服务。公司拥有一支专业、高素质的咨询团队,具备丰富的实践经验和深厚的理论功底,能够为客户提供咨询服务。 我们的服务涵盖了企业管理的各个领域,包括生产管理、质量管理、供应链管理、人力资源管理等。我们通过对客户企业的现状分析,制定出符合企业实际情况的管理方案,并通过实施、跟踪和评估,帮助企业实现管理效益的增加。 我们的服务理念是“专业、热情、精益、创新”。我们坚信,只有专业的咨询能够为客户带来真正的价值,只有热情的服务才能够赢得客户的信任和支持,只有精益的管理才能够提高企业的竞争力,只有创新的思维才能够使企业不断发展。 我们的目标是成为客户信赖的咨询服务提供商,为客户创造价值,为员工创造机会,为社会创造贡献。我们将不断提升自身的专业水平和服务质量,与客户共同成长、共同发展。指导生产过程:生产管理包括提供反馈和指导、设定明确的目标和期望以及创建鼓励协作和创新的环境。
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存一个团队负责一个单元(多道工序)。云浮爱步精益生产企业发展
导入准时生产,保障全员积极参与改善;莆田精益生产提质增效
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
莆田精益生产提质增效
- 江门精益生产降本增效 2025-05-06
- 深圳精益生产提质增效 2025-05-06
- 浙江精益生产论文 2025-05-06
- 福建精益生产学习心得 2025-05-06
- 潮州爱步精益精益生产降本增效 2025-05-06
- 茂名厦门爱步精益咨询精益生产人才绩效管理 2025-05-06
- 广州厦门爱步精益咨询精益生产提质增效 2025-05-06
- 珠海爱步精益生产企业管理 2025-05-06
- 福州厦门爱步精益咨询精益生产企业发展 2025-05-06
- 东莞爱步精益生产降本增效 2025-05-06
- 温州厦门爱步精益咨询有限公司精益生产提质增效 2025-05-05
- 订单节点责任区分管控精益生产管理方法 2025-05-05