为了确保试验的可靠性和可比性,汽车传动系统疲劳验证需要遵循一定的标准和规范。不同国家和地区可能有不同的标准,常见的标准包括ISO16750-3、SAEJ816、GB/T12600和ASTME1823等。这些标准用于规定汽车电子系统的环境试验、汽车变速器的疲劳寿命试验方法和标准、金属材料的疲劳性能等。通过遵循这些标准和规范进行汽车传动系统疲劳验证,可以确保测试结果的可靠性和准确性,从而提高产品的质量和安全性。
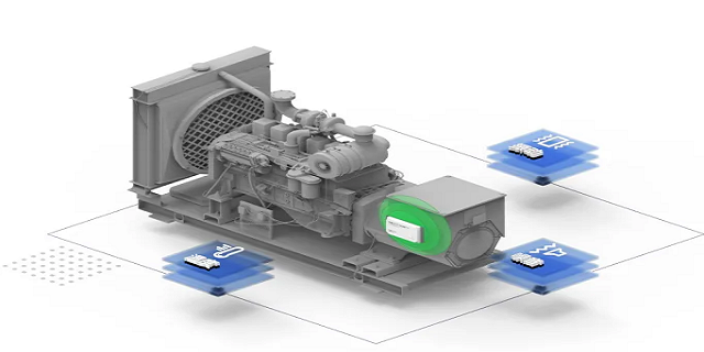
β-star智能监诊系统是一种测量系统,用于在动态条件下对汽车传动系统(如变速箱,车桥,传动轴以及发动机)进行早期损坏检测。通过将当前的振动指标与先前“学习阶段”参考值进行比较,它可以探测出传动系统内部部件的相关变化。该系统将帮助产品开发工程师在传动系统内部部件失效之前检测出“原始”缺陷。 监测工作需要关注市场的投资环境和经济指标,以了解市场的风险和机遇。减振监测特点
电机状态监测和振动分析提供加速度计选择的建议。基于直流和非同步交流电机的常见故障。这些常见故障可通过振动分析检测出来,包括机械和电气故障。重点是传感器的频率范围及其安装方法,以便可靠地检测这些故障。例如,考虑以几百赫兹的周期性频率(称为故障频率)发生的撞击事件,但每个事件的能量可从起始点带走,频率在低至千赫范围内。因此,用于检测撞击、摩擦和凹槽等事件的传感器应在几百赫兹到20千赫的宽频范围内响应。对于传统的机械故障,如平衡和对准,频率范围从约0.2倍的运行速度到50-60倍的运行速度是足够的。电气故障需要机械故障所需的低频和高频段。电机会同时出现机械和电气故障,这会导致振动。只要安装的振动传感器具有足够的带宽和灵敏度,就可以检测到这些故障。机械故障伴随着冲击、摩擦和疲劳,会产生比电气故障频率更剧烈的振动,但凹槽除外。凹槽产生的振动频率与摩擦频率大致相同。如果传感器的带宽和安装方法足以检测机械故障,那么它们也将检测电气故障。电力监测系统供应商预计到2025年,缺口在1.3~3.7万人之间,这也反映出自动驾驶行业发展的旺盛需求和竞争激烈的现状。
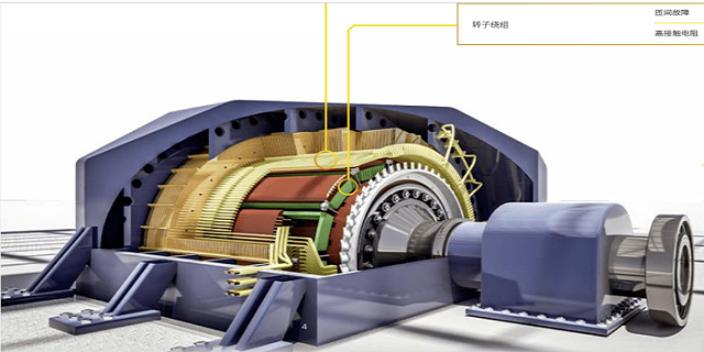
电机故障诊断可以使系统在一定工作环境下根据状态监测系统提供信息来查明导致系统某种功能失调的原因或性质,判断劣化发生的部位或部件,以及预测状态劣化的发展趋势等。电机故障诊断的基本方法主要有:1、电气分析法,通过频谱等信号分析方法对负载电流的波形进行检测从而诊断出电机设备故障的原因和程度;检测局部放电信号;对比外部施加脉冲信号的响应和标准响应等;2、绝缘诊断法,利用各种电气试验装置和诊断技术对电机设备的绝缘结构和参数、工作性能是否存在缺陷做出判断,并对绝缘寿命做出预测;3、温度检测方法,采用各种温度测量方法对电机设备各个部位的温升进行监测,电机的温升与各种故障现象相关;4、振动与噪声诊断法,通过对电机设备振动与噪声的检测,并对获取的信号进行处理,诊断出电机产生故障的原因和部位,尤其是对机械上的损坏诊断特别有效。5、化学诊断的方法,可以检测到绝缘材料和润滑油劣化后的分解物以及一些轴承、密封件的磨损碎屑,通过对比其中一些化学成分的含量,可以判断相关部位元件的破坏程度。
生产企业为了极大限度地提高生产水平和经济效益,不断地向规模化和高技术技术含量发展,因此生产装置趋向大型化、高速高效化、自动化和连续化,人们对设备的要求不仅是性能好,效率高,还要求在运行过程中少出故障,否则因故障停机带来的损失是十分巨大的。国内外化工、石化、电力、钢铁和航空等部门,从许多大型设备故障和事故中逐渐认识到开展设备故障诊断的重要性。管理好用好这些大型设备,使其安全、可靠地运行,成为设备管理中的突出任务。对于单机连续运行的生产设备,停机损失巨大的大型机组和重大设备,不宜解体检查的高精度设备以及发生故障后会引起公害的设备。传统事后维修和定期维修带来的过剩维修或失修,使维修费用在生产成本中所占比重很大。状态监测维修是在设备运行时,对它的各个主要部位产生的物理化学信号进行状态监测,掌握设备的技术状态,对将要形成或已经形成的故障进行分析诊断,判定设备的劣化程度和部位,在故障产生前制订预知性维修计划,确定设备维修的内容和时间。因此状态监测维修既能经常保持设备的完好状态,又能充分利用零部位的使用寿命,从而延长大修间隔,缩短大修时间,减少故障停机损失。盈蓓德智能科技秉承着专心、专注、专研的态度,力争做好每一套系统,服务好每一位客户。

刀具监测管理系统是我们基于精密加工行业特征,结合加工中心、车床等机械加工过程,打造的一款刀具状态监测和寿命预测分析系统,通过采集主轴电流(负载)信号、位置信号、速度信号等30维度+数据信号,结合大数据流式处理、自然语言处理等自学习处理算法和行业多年经验数据沉淀,构建的一套完整的刀具寿命预测和状态监控管理系统,能够实现100%断刀和崩刃监控,磨损监控识别率达到99%以上,提供基于刀具状态监测和寿命预测的异常停机控制模块,避免因刀具异常导致的产品质量损失和异常撞机事故,帮助用户节约刀具成本30%以上,100%避免刀具异常带来的产品质量损失,为用户提供无忧机加工过程管理!监测结果的反馈可以帮助我们改进售后服务和客户关系管理。宁波监测方案
监测结果的分析可以帮助我们了解产品的优势和不足之处。减振监测特点
故障诊断可以根据状态监测系统提供的信息来查明导致系统某种功能失调的原因或性质,判断劣化发生的部位或部件,以及预测状态劣化的发展趋势等。电机故障诊断基本方法主要有:1、电气分析法,通过频谱等信号分析方法对负载电流的波形进行检测从而诊断出电机设备故障的原因和程度;检测局部放电信号;对比外部施加脉冲信号的响应和标准响应等;2、绝缘诊断法,利用各种电气试验装置和诊断技术对电机设备的绝缘结构和参数、工作性能是否存在缺陷做出判断,并对绝缘寿命做出预测;3、温度检测方法,采用各种温度测量方法对电机设备各个部位的温升进行监测,电机的温升与各种故障现象相关;4、振动与噪声诊断法,通过对电机设备振动与噪声的检测,并对获取的信号进行处理,诊断出电机产生故障的原因和部位,尤其是对机械上的损坏诊断特别有效。5、化学诊断方法,可以检测到绝缘材料和润滑油劣化后的分解物以及一些轴承、密封件的磨损碎屑,通过对比其中一些化学成分的含量,可以判断相关部位元件的破坏程度。减振监测特点