测定不锈钢三通金属材料的强度指标常用拉伸试验。拉伸试验拉伸试验在拉伸试验机上进行。首先将被测金属材料按GB/T228-2002制成标准试样,并安装在拉伸试验机的两个夹头上,然后对试样缓慢施加轴向拉力F,随拉力缓慢增大,试样逐渐被拉长直至断裂。观察并测定拉力和伸长量的关系,绘出拉伸曲线低碳钢的拉伸曲线。当拉力较小时,试样的拉力与伸长量成正比,拉力去除,变形恢复,即试样处于弹性变形阶段。当拉力超过F后,拉力与伸长量的直线关系被破坏,并出现屈服平台或屈服齿,拉力去除,试样的变形只能部分恢复,即试样进入屈服阶段当拉力超过F后,试样产生明显而均匀的塑性变形,即试样进入均匀塑性变形阶段。温州永顺管件专注20年不锈钢管道配件,为您提供四通定制,有需要可以联系我司哦!河北管道三通价格

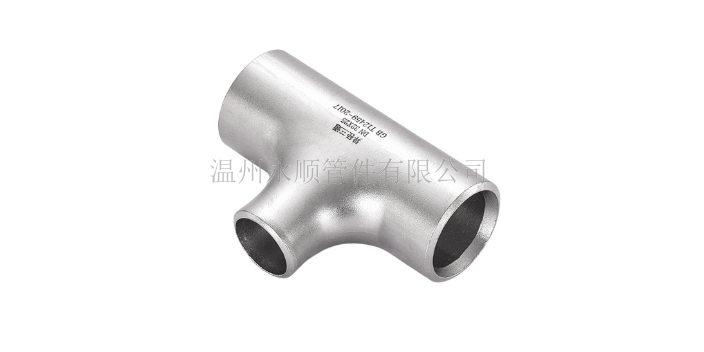
不锈钢三通的液压胀形工艺可一次成形,生产效率较高;不锈钢三通的主管及肩部壁厚均有增加因不锈钢三通的液压胀形工艺所需的设备吨位较大,国内主要用于小于DN400的标准壁厚不锈钢三通的制造。其适用的成形材料为冷作硬化倾向相对较低的低碳钢、低合金钢、不锈钢,包括一些有色金属材料,如铜、铝、钛等,以制造标准划分可分为国标、电标、水标、美标、德标、日标、俄标等,具体如下:GB/T12459,GB/T13401,ASMEB16.9,SH3408,SH3409,HG/T21635,DL/T695,SY/T0510,DIN2615。重庆船舶三通品质温州永顺管件专注20年不锈钢管道配件,致力于提供三通定制,欢迎您的来电!

不锈钢管件的性能状况不锈钢管件或法兰、工艺设计和成分控制可以使不锈钢管件的性能非常优越。那么,在设计不锈钢管件或编工艺时,我们为什么要如此认真呢?不锈钢管件是支架上很主要的大载荷主承力构件。就不锈钢管件结构设计与优化,不锈钢管件的制备技术、轴压性能的理论设计和实验分析等进行了研究。强度设计一直是不锈钢管件结构设计的难点和热点。不论是角度铺层的不锈钢管件还是轴向/环向正交铺层管件,适当含量的环向层都能够显著提高管件的轴压强度。把20%的角度铺层(轴向铺层)改为环向铺层以后,缠绕角为20°的不锈钢管件的轴压强度提高了一倍左右,正交铺层不锈钢管件的轴压强度也提高了10%以上。通过有限元模型对应用于可重复使用运载器验证机X-33和AtlasV型运载火箭上复合材料推力支架的承载性能进行了分析,指出X-33型推力支架的结构形式的综合承载能力较好,适用于比较复杂的载荷条件,而AtlasV型推力支架结构形式的压缩承载能力较好,适用于以大推力为主的载荷条件。
不锈钢管件弯头普遍使用于石油天然气,化工行业,核电站,食物制作,工程建筑,造船业,造纸工业,药业等领域,在不一样的领域中有不一样的应用,在各个行业中呈现使用价值。下边由不锈钢管件讲解不锈钢管件弯头安装维护保养注意事项。不锈钢管件弯头安装注意事项:1、安装以前需要严格检查不锈钢管件弯头的每个标准,检查管径是不是符合应用规定。此外还需要确保在运输过程中不可以出现问题,搞好安装前的各项准备。2、安装的情况下可将不锈钢管件弯头的连接方法可以直接安装在管路上,根据应用的具置完成安装。通常情况下,安装能够在管路上随便安置,可是为了能方便后期的检修,需要注意不锈钢管件弯头的物质该是纵阀瓣下边往上流,并且不锈钢管件弯头只有水平安装。温州永顺管件专注20年不锈钢管道配件,致力于提供三通定制,有需求可以来电咨询!
马氏体不锈钢管件具有明显的相变点,该相变点是在高温下的奥氏体组织,并且在冷却时发生马氏体相变,进而转变成马氏体组织并硬化。因为这一类型的不锈钢管件含有高铬而且具有良好的淬透性,所以可以用多种多样热处理方法,比如淬火和回火。在不锈钢大小头的制作过程中,对不锈钢大小头的粘接是重要的一步,在粘接之前有几个要点必须要注意:1、控制不锈钢大小头的口径:DN10-DN150、1/2"-6"、Ф12.7-Ф152.4,不锈钢大小头有国际工业标准:DIN、ISO、SMS、3A、IDF等;2、要注意不锈钢大小头的材料,一般可有316、不锈钢304等几个类别;3、必须考虑不锈钢大小头的用途和质量:所以不锈钢大小头是用抛光设备处理;这类的不锈钢大小头产品一般都是用于食品行业;三通定制,就选温州永顺管件,欢迎客户来电!河北管道三通价格
温州永顺管件专注20年不锈钢管道配件,为您提供三通定制,欢迎新老客户来电!河北管道三通价格
无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。冲压不锈钢弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。河北管道三通价格