- 品牌
- 五金冲压件
- 型号
- 冲压
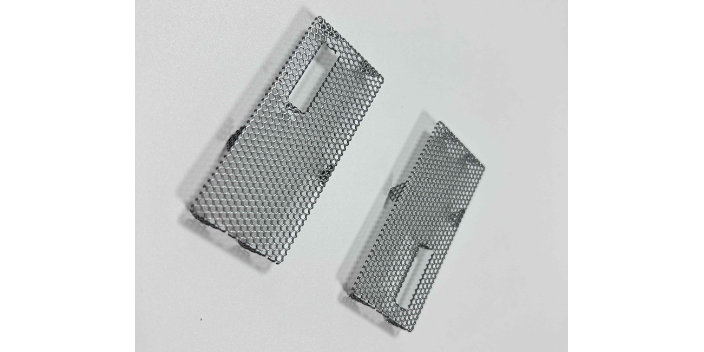
冲孔法是一种常见的五金冲压工艺。一块金属板被固定在一个地方,或者更准确地说,一个工作台面上。使用不同的工具和机器,在金属板上形成一个孔,在金属板上形成一系列不同的空心区域。冲孔有点不同,因为在金属板上打孔后,有孔的部分被移除,不再使用。为了确保金属板没有变形,冲孔必须是一个连续的过程。冲孔周围的区域必须被精确设计。在这个五金冲压过程中使用的机器是用高碳钢制造的,必须彻底维护,以便没有钝化或钝化的地方,这有可能使金属板的形状变形。冲压件的加工精度和尺寸稳定性要求很高。江门精密冲压哪家好
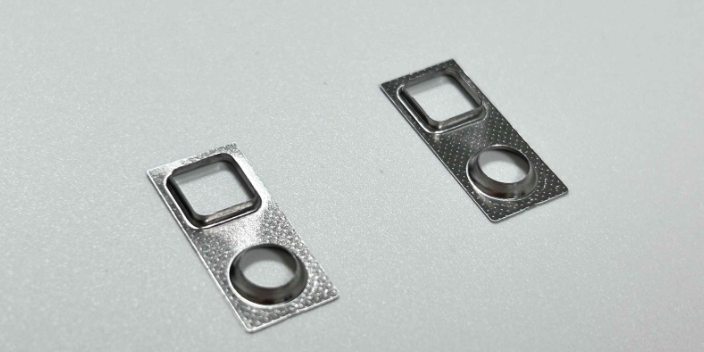
冲压工艺对材料的主要要求如下:㈠应具有良好的塑性,材料塑性高低对完成冲压工艺过程有很大的影响。在变形工序中(如压弯、拉深、成形等),塑性好的材料,允许的变形程度大。这样可减少因材质不良而产生的废品。塑性指标一般常用冷弯试验(弯心直径)及杯突试验(杯突值),延伸率和屈强比来衡量。㈡钢板应具有好的表面质量,⒈表面无缺陷钢板表面应光洁平整,无缺陷。如有擦伤、麻点、划痕等缺陷,在冲压过程中,有缺陷部位易产生应力集中而引起破裂。⒉表面平整材料表面如翘曲不平,影响剪切。冲压时,也会由于定位不稳而造成废品,或因冲裁过程中钢板变形展开而损坏冲头。⒊表面无锈如钢板表面有锈,不仅对冲压不利,并将严重地影响模具寿命,而且还影响后续焊接、涂漆工序的正常进行。 揭阳钣金冲压模具设计冲压可以实现高效率、高精度的生产。

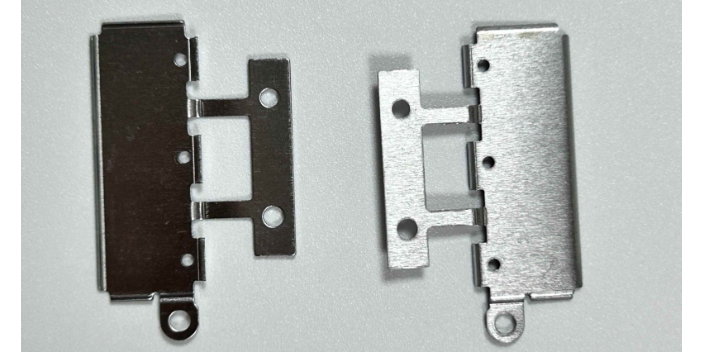
当涉及到金属制造时,五金冲压技术是非常有用的。既然如此,每个过程都是按照技术的复杂性来提及的。例如,快速和直接的过程,如落料,或冲孔,通常被称为任何项目的初始水平。这些过程然后伴随着其他过程,形成成品。另一方面,复杂的冲压程序,如深拉伸、切舌、挤压和/或压筋,主要用于创造复杂的设计,在其整个生产周期内不需要加工。总而言之,五金冲压是一种极其重要的、面向未来的工艺,对众多行业都至关重要。该工艺用于制造日常消费产品,以及用于制造车辆和其他东西的更大的部件和零件。
在冲压加工中,如果模具的导向件出现磨损或损坏,可以采取以下措施进行修复或更换:-修复:如果导向件只是轻微磨损或损坏,可以通过打磨、抛光、喷涂等方法进行修复。-更换:如果导向件磨损或损坏严重,需要更换新的导向件。在更换导向件时,需要注意导向件的尺寸和形状,确保其与模具的配合精度符合要求。需要注意的是,在修复或更换导向件之前,需要对模具进行充分的清洗和润滑,以避免导向件再次磨损或损坏。如果有这方面的需要,欢迎联系我们公司。冲压可以生产出各种类型的金属零件。

冲压件的成本分析:、冲压件的制造成本为:CΣ=C材+C工+C模式中:CΣ--制造成本C材--材料费(含原材料费、外购件费)C工--加工费(含工人工资、设备折旧费、车间经费等)C模--模具费、降低我们制造成本的措施降低产品成本,包括增产,节约两个方面.增产可降低产品成本中的固定费用,相对地减小消耗,节约便能直接降低消耗,它们都是降低成本的重要途径。1、小批量生产中的成本问题:对小批量订单生产时尽量采用低模具费用,工序分散,结构简单,快速生产的方法。2、工艺全理化:由于工艺的全理化能降低模具费,约加工时间,降低材料等,所以必然降低零件的总成本。3、多个工件同时成形:产量较大时,采用多件同时冲压,可使模具费,材料费和加工费降低,同时有利于成形表面拉力均匀。4、冲压过程的自动化及高速化:在大批量生产中采用自动化时,虽然模具费用高,但生产效率高,产量大,分摊到每个工件上的模具折旧费和加工费却比单件小批量生产时要低。5、提高材料利用率,降低材料费:在冲压生产中,工件的原材料费占制造成本的60%左右,所以节约原材料,利用材料有非常重要的意义。提高材料的利用率是降低冲压件制造成本的重要措施之一。 冲压可以通过多次冲压工序实现复杂零件的加工。江门精密冲压制造
冲压设备的维护保养对于保证生产效率和质量至关重要。江门精密冲压哪家好
冲压加工中,选择合适的冲压工艺可以根据以下因素进行考虑:1.材料特性:不同的材料具有不同的冲压性能,例如塑性、硬度、强度等。在选择冲压工艺时,需要考虑材料的特性,以确定适合的工艺。2.零件形状:零件的形状和尺寸也会影响冲压工艺的选择。例如,对于复杂的零件,可能需要采用多工序冲压工艺。3.零件精度:零件的精度要求也会影响冲压工艺的选择。对于精度要求较高的零件,可能需要采用精密冲压工艺。4.生产批量:生产批量也是选择冲压工艺的重要因素。对于大批量生产的零件,可能需要采用自动化冲压工艺,以提高生产效率和降低成本。5.生产成本:生产成本也是选择冲压工艺的重要因素。对于成本敏感的零件,可能需要采用成本较低的冲压工艺。综上所述,选择合适的冲压工艺需要考虑材料特性、零件形状、零件精度、生产批量和生产成本等因素,以确定适合的工艺。 江门精密冲压哪家好
- 湛江连续冲压生产厂家 2024-11-28
- 钣金冲压 2024-11-28
- 云浮弹片冲压模具设计 2024-11-28
- 江门弹片冲压模具价格 2024-11-28
- 东莞五金支架冲压厂家 2024-11-27
- 东莞弹片冲压 2024-11-27