国内外常见冶金复合钢管技术分析离心浇筑复合技术:适合无缝冶金复合管,起订量较大,成本较高其基本原理是外层金属和内层金属均为液态,在浇筑外层金属后,间隔一定时间再讲内层金属注入旋转的型腔,这种坯料经过后续热轧、挤压(或冷加工)等变形后制作成所需要的双金属复合管道。离心浇铸具有冶金熔合层的双金属复合管坯,其制造方法的独特之处在于结合了离心浇铸和材料冶金复合的特性,充分体现二者的优点。其金属组织致密,在很高的重力倍数下,液态金属受到很大的离心力作用,加强了补缩强度,增加了复合管坯的致密度。可用于腐蚀性油气田油井管及集输管线。新型材料双金属冶金复合钢管规格

双金属复合管概况——机械复合管应用在集输管线中的问题一共有这些问题。3.热塌陷问题机械复合管由于其结合强度较低的原因,在温度较高(200℃左右)的条件下极易出现塌陷问题,导致内管剥离。在一些工程上,当对机械式复合管进行3PE外防腐处理时,由于加热温度较高致使部分复合管出现了热塌陷问题,给工程带来较大损失。4.泄压塌陷问题基管和衬管贴合面存在空隙。高压油气通过腐蚀穿孔点进入空隙中,当管线抢修泄压时,内衬层塌陷。环保材料双金属冶金复合钢管和铝合金哪个好可以任意变形加工,如现场切割,开孔,焊接、弯曲和加工管件等等。

1.结合强度不够由于机械复合的两种金属间无冶金结合面,结合强度较低,一般为0.2-0.3MPa。结合强度不够容易导致内管的剥离脱落。2.端部坡口密封不好机械复合管的端部坡口处理是非常关键的一个环节,如果端部密封不好,不仅会导致内管与外管的剥离,更会影响现场的对接焊接。**常用的端部处理方式是封焊和堆焊。封焊技术耗材较少,相对较为廉价,尽管已经有多年的经验积累,较为成熟,但其稳定性相对较差,现场对口焊接要求较高,受焊工焊接水平影响较大。堆焊处理耗材较多,造价较高,但其稳定性较好,综合安全性较
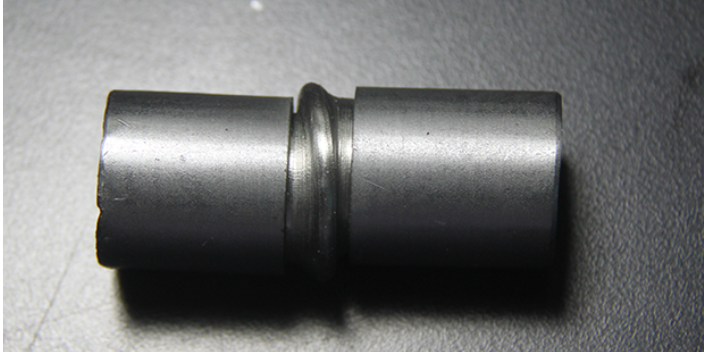
双金属复合钢管:是将镀锌钢管或焊管、无缝钢管和壁厚更薄的不锈钢管强力嵌合在一起的新型复合给水管材,也是一种更理想的管道升级换代产品。它保留了两种不同材料内在的优点,互补了它们内在的不足,并且沿用了镀锌钢管传统成熟的安装方式和工艺,因此在使用中方便、可靠、卫生、安全。跟据基管与内衬管选材的不同,以及制造工艺的提升,已有不少厂家生产的双金属复合管广泛应用于油田、化工、电力等工业领域,其适用范围越来越***,带来的经济、环境、社会效益也更加明显。特点三:优良的抗疲劳能力。

国内外常见冶金复合钢管技术分析热轧复合技术:适合板材,制成管后,存在异种焊缝比较广泛应用的真空热轧工艺是将两种以上金属组成在真空状态下,加热到1200℃左右,然后挤过模具,高挤压压力和温度会在界面处产生“压力焊”的焊接效应,并通过界面间的快速扩散和***结合,达到界面的金属键结合从而形成冶金复合。它的结合界面呈现直线形状,宽度约为10µm。如果要宽些,周边会有很多氧化渣和轧制晶体。冶金复合钢管真空热轧技术的缺点是由于结合时间极短,结合界面窄、存在氧化物膜、***于碳钢、不锈钢和高镍合金间的复合、表面粗糙度较高,在扩散界面两边存在很多氧化渣,轧制堆结晶体。采用压熔锚合双金属冶金复合技术,将两者结合为一体,能防止腐蚀。油井管双金属冶金复合钢管怎么选择
特点一:结合强度210MPa以上,真正的复合如一。新型材料双金属冶金复合钢管规格
双金属复合管概况——机械复合管应用在站外集输中的问题。1.结合强度不够由于机械复合的两种金属间无冶金结合面,结合强度较低,一般为0.2-0.3MPa。结合强度不够容易导致内管的剥离脱落。2.端部坡口密封不好机械复合管的端部坡口处理是非常关键的一个环节,如果端部密封不好,不仅会导致内管与外管的剥离,更会影响现场的对接焊接。**常用的端部处理方式是封焊和堆焊。封焊技术耗材较少,相对较为廉价,尽管已经有多年的经验积累,较为成熟,但其稳定性相对较差,现场对口焊接要求较高,受焊工焊接水平影响较大。堆焊处理耗材较多,造价较高,但其稳定性较好,综合安全性较高。新型材料双金属冶金复合钢管规格