- 品牌
- 熠欣
- 型号
- --
- 加工定制
- 是
- 材质
- 不锈钢,锌合金,铁,铝合金,铜,碳钢,合金钢
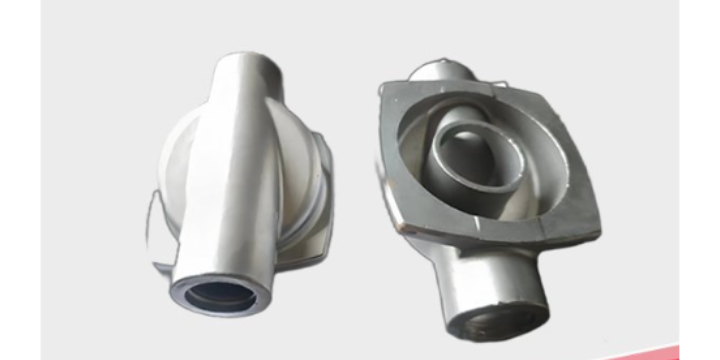
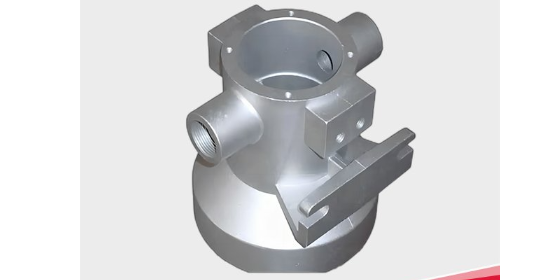
精密铸造在生产工业用泵和阀门的过程中具备多种技术优势,这些优势主要包括:设计灵活性:精密铸造能够生产出复杂形状的铸件,提供了很大的设计自由度。这意味着即使是形状复杂、尺寸精确的部件也可以直接铸造出来,而无需后续大量的机加工。同时,这种工艺允许将诸如商标、名称或数字等符号特征直接铸造在产品上,进一步提升了其适用性和识别度。材料多样性:精密铸造可以使用各种材料进行生产,包括不锈钢、碳钢、铜、铝、铁等各类合金材料。这一特性使其能够满足工业用泵和阀门在不同工况条件下对材质的苛刻要求,例如高温高压、强腐蚀介质等环境。尺寸精度与表面质量:与传统砂型铸造相比,精密铸造可以获得更精、准的尺寸和更好的表面光洁度。这对于泵和阀门的密封性能和耐久性是至关重要的,因为它们经常需要在高压和腐蚀性环境下运行。在集成电路制造设备中,精密铸造件扮演着怎样的角色?江西机床工具类精密铸造件

在精密铸造件的生产过程中,设置合理的检测点和采用适当的非破坏性检测(NDT)方法是确保铸件质量的关键步骤。以下是一些常用的非破坏性检测方法:超声波检测:这种方法利用高频声波在铸件内部传播,当遇到缺陷或界面时会产生反射波,通过分析这些反射波可以确定缺陷的位置、大小和性质。超声波检测对于发现铸件内部的裂纹、气孔和其他类型的缺陷非常有效。射线检测:通常使用X射线或伽马射线来穿透铸件,通过检测穿透后的射线强度分布,可以得到铸件内部结构的图像。这种方法能够直观地显示出内部缺陷的种类、形状、大小和分布情况,尤其适用于厚度较大的大型铸件。磁粉检测:这种方法主要用于检测铁磁性材料的表面和近表面缺陷。通过在铸件表面施加磁场并撒上磁粉,缺陷处会形成磁粉堆积,从而被检测出来。广东精密铸造件加工熔炼工艺:对于选定的铸造材料,应采用什么样的熔炼工艺来确保金属液的纯净度和均匀性?
对于航空航天应用的特定合金材料,如钛合金和镍基合金,在精密铸造工艺中需要进行特殊考虑。这些合金通常具有高性能的特点,如高、强度、良好的耐腐蚀性和耐高温性能,但同时也带来了加工上的复杂性。以下是一些针对这些材料的特殊考虑:熔点和化学反应性:钛合金和镍基合金通常具有很高的熔点,这要求精密铸造过程中需要使用特殊的熔化设备和技术来确保能够达到足够的熔化温度。这些合金对气氛的反应性较强,容易在高温下与氧、氮、氢等元素反应,因此在熔化和浇注过程中需要特别注意防止污染。铸型材料选择:由于这些合金的温度特性,铸型材料必须能够承受极高的温度而不发生变形或损坏。陶瓷型铸造经常被用于这些材料,因为它提供了必要的耐高温性能。冷却和凝固控制:精密铸造过程需要仔细控制冷却和凝固过程,以避免内部应力和裂纹的产生。这可能涉及到复杂的冷却系统设计或热处理步骤。
记录与报告:将检测结果进行记录,并形成正式的检测报告,以便于追踪和质量管理。反馈与改进:将检测结果反馈给生产部门,以便及时调整工艺参数,减少未来生产中的缺陷。设备和人员认证:确保使用的检测设备经过校准和维护,操作人员具备相应的资质和培训。持续监控与优化:定期评估检测流程的有效性,并根据新的技术发展或市场需求进行调整和优化。安全性考虑:在进行某些NDT检测时,如射线检测,需要采取适当的安全措施保护操作人员和周围人员。法规和标准更新:关注行业法规和标准的更新,确保检测方法和标准符合新的行业要求。精密铸造件的价格是多少?是否有可能根据我们的订单数量进行折扣?

精密铸造企业通常会有一套完整的质量控制体系,以确保每一件出厂的产品都符合标准。首先,精密铸造企业需要建立以ISO9001标准为核、心的全、面质量管理体系。这包括了从产品设计、模具管理、原材料控制到工序过程控制、产品检验以及数据统计分析等各个环节的严密监控。通过对这些关键环节的管控,可以确保产品的一致性和可靠性。其次,铸造企业的建设条件、生产工艺、生产装备、环境保护等方面都有相应的标准规范。例如,RB/T048-2020标准就规定了铸造企业质量管理体系的要求,并且针对铸造生产的关键过程和特殊过程提供了识别、确认和控制的指南。这些规范和标准的遵循,有助于企业提高产品质量,减少缺陷。再者,在材质管控方面,包括原材料的控制、熔炼浇注过程以及铸件的入厂检验等都是保证质量的重要环节。特别是熔炼浇注过程,由于它属于铸造过程中的一个重要环节,因此需要对其进行严格的控制。通过对过程中的人、机、料、法、环等因素进行控制,可以保障产品的质量。第三方认证机构的审核也是确保产品质量的一个重要环节。通过外部审核,可以客观地评估企业质量管理体系的有效性,并提出改进建议。精密铸造件表面粗糙度低,通常需要经过抛光、喷砂或电镀等后处理工序。湖北碳素钢精密铸造件厂家
精密铸造件的生产流程是怎样的?能否详细介绍一下?江西机床工具类精密铸造件
在后处理工序中,有效去除壳模残留物而不损害精密铸件表面或几何精度的方法包括:震动去壳:使用震动脱壳机,通过震动的方式帮助壳模材料从铸件上脱落。这种方法效率高且经济,适用于大部分铸件的初步除壳工作。化学清洗:采用浸酸或其他化学溶剂来溶解壳模残留物。需要控制好化学剂的浓度和接触时间,以免对铸件表面造成腐蚀。抛丸清理:通过高速旋转的叶轮将丸料抛打到铸件表面,去除壳模残留物。抛丸清理对铸件表面的粗糙度有一定要求,需要根据铸件的材质和精度要求选择合适的丸料和抛射强度。喷砂处理:利用压缩空气将砂粒喷射到铸件表面,去除壳模残留物。喷砂可以精确控制砂粒的粒度和喷射压力,以适应不同精度要求的铸件。碱煮处理:将铸件置于碱性溶液中煮沸,利用化学反应去除壳模残留物。这种方法适用于一些难以清、除的残留物,但需要注意控制好温度和时间,避免对铸件造成损害。手工清理:对于特别复杂或敏感的铸件,可能需要手工进行清理,以确保不损害铸件的表面和几何精度。超声波清洗:使用超声波清洗机产生高频振动,配合适当的清洗液,可以有效去除微小的壳模残留物,同时对铸件表面伤害较小。江西机床工具类精密铸造件
- 黑龙江重型机械类精密铸造件加工 2024-11-25
- 温州轻纺机械类精密铸造件价格 2024-11-24
- 嘉兴通用机械类精密铸造件加工 2024-11-24
- 舟山通用机械类精密铸造件 2024-11-24
- 福建轻纺机械类精密铸造件 2024-11-24
- 山西机床工具类精密铸造件厂家 2024-11-24
- 浙江轻纺机械类精密铸造件价格 2024-11-24
- 湖南通用机械类精密铸造件供应商 2024-11-24
- 舟山通用机械类精密铸造件供应商 2024-11-24
- 河南轻纺机械类精密铸造件供应商 2024-11-24
- 重庆重型机械类精密铸造件供应商 2024-11-24
- 四川机床工具类精密铸造件厂家 2024-11-24