
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极是一种用于电阻焊工艺的设备,通常由高电阻材料制成。以下是一些常见的电阻焊电极材料:1.铜合金:铜合金是常用的电阻焊电极材料之一,具有优良的导电性和耐腐蚀性。常用的铜合金有黄铜、青铜和白铜等。2.铁合金:铁合金具有高导电性和高导热性,价格比铜合金便宜,因此常被用于制造大型电极。常用的铁合金有铬铁合金、锰铁合金和硅铁合金等。3.钨合金:钨合金是一种高密度、高硬度和高熔点的电极材料,常用于制造需要高温加工的电极。常用的钨合金有钨-钴合金和钨-镍合金等。4.镍合金:镍合金具有高导电性和高导热性,而且耐腐蚀性强,因此常被用于制造需要接触腐蚀性物质的电极。常用的镍合金有铬镍合金、镍铬合金和镍铁合金等。5.氧化铝:氧化铝是一种绝缘材料,常用于制造需要绝缘处理的电极。常用的氧化铝有刚玉和红宝石等。需要注意的是,不同的电阻焊工艺需要不同的电极材料和形状设计,因此在进行电阻焊工艺时,需要根据具体情况选择合适的电极材料和形状。电阻焊电极的类型和特点。河南常见电阻焊电极缺点
电阻焊电极
电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,天津什么是电阻焊电极焊接合理选用电阻焊电极,提高焊接质量和效率。

什么是电阻焊设备?电阻焊设备是由电源、电极、本体和控制装置等部分组成,可完成电阻焊工艺或类似工艺。它可以是一个单独的设备,也可以是一个综合机械设备的一部分。电阻焊的组成设备一般电阻焊设备由三个主要部分组成。1.机械装置:由机架、加压机构、传动机构、夹紧送料机构等组成。2.性能要求:机身:有足够的刚性、稳定性和满足安装要求的能力。目前大多采用钢板或钢管接结构。3.增压机制:良好的跟随性,可提供恒定或可变的压力曲线。有杠杆传动、电动凸轮传动、气压传动、气液传动等形式。电极可以直线或圆弧移动,但直线是很好的。焊接后压力和焊接位置应可调。压力要快,摩擦力要小。焊件厚度变化时,压力不应发生明显变化。电阻焊的三个要素是焊接电流、焊接压力和焊接时间。电阻焊接中的一个重要部件存在影响这三种元素-电极的问题。因此,电极对焊接质量起着非常重要的作用,承担着传递焊接电流、焊接压力和散热等功能。电阻焊电极必须具有能承受高温的强度和硬度,因为电阻焊在焊接工件时,焊接电流瞬间通过电极产生大量的热量,同时电极还必须能承受被焊接工件的高温。设备要想长时间运行,选择电极的本质要求是优良的抗变形和抗磨损性能。
电阻焊电极是电阻焊设备中不可或缺的重要部件,其质量直接影响着焊接效果和设备的稳定性。源桐合金制品(深圳)有限公司以其优良的产品和良好的服务赢得了广大客户的青睐。源桐合金制品(深圳)有限公司拥有先进的生产设备和专业的技术团队,能够根据客户的需求定制各种规格和型号的电阻焊电极。他们采用优良的材料和先进的工艺,确保产品的质量和性能达到行业标准。同时,他们还注重产品的研发和创新,不断推出适应市场需求的新产品。除了产品质量的保证,源桐电阻焊电极厂家还注重与客户的沟通和合作。我们拥有一支专业的销售团队,能够及时回应客户的需求,并提供专业的解决方案。无论是产品的选择还是售后服务,我们都能够给予客户很满意的答复。近年来,随着电子行业的快速发展,电阻焊电极的需求量也在不断增加。源桐电阻焊电极厂家凭借其优良的产品和良好的服务,迅速赢得了市场的认可和信赖。我们的产品不仅在国内市场上销售火爆,还出口到了许多国家和地区。源桐合金还注重企业的社会责任和环境保护。积极参与公益事业,捐资助学,关爱弱势群体。同时,还采取了一系列的环保措施,减少了生产过程中的废气和废水排放,为保护环境做出了积极贡献。未来,源桐合金制品。 介绍电阻焊电极的概念和应用范围。

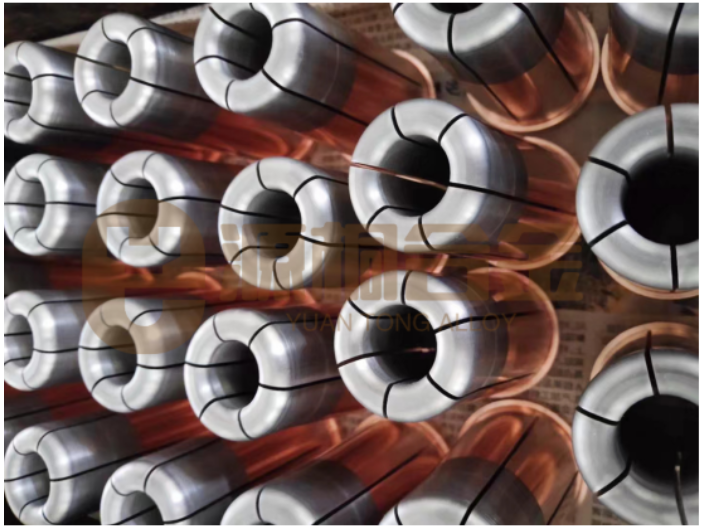
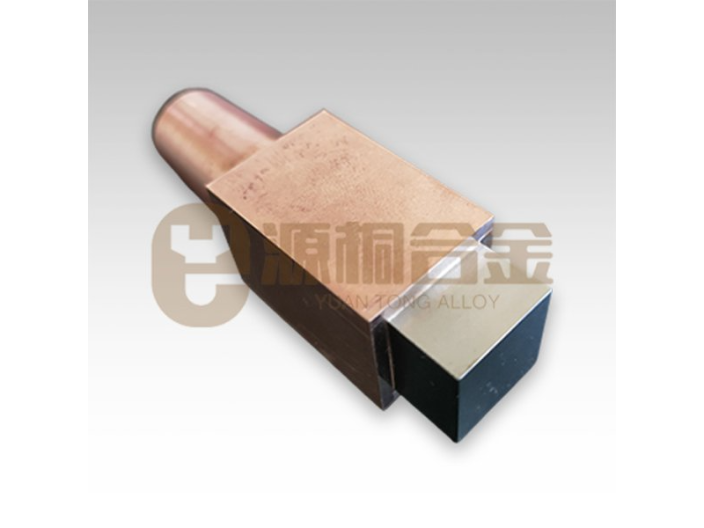
源桐合金制品(深圳)有限公司致力于钨、钼等难熔金属制品,钨铜、铍钴铜、氧化铝铜(镶嵌电极,镶钨电极,电阻焊电极,钨铜触头等)合金电极的研发生产。二十年来服务于电子、电力、汽车、电器、新能源等多领域多品种行业,多年的经验积累培养了一批专业的服务团队,从产品研发、生产制造到销售服务为客户产业创新和发展提供更好的产品解决方案。接下来的篇幅将简单介绍下本公司部分电极产品:镶嵌电极示例镶嵌电极是电阻点焊电极的一种,又称组合电极。镶嵌电极能很大限度地将热能集中在被焊工件之上,从而形成高效的熔核。同时,镶嵌电极的大部分铜棒易于设计为水冷,因此镶嵌电极在高温和大电流应用中比纯钨电极和纯钼电极更好。源桐的铜镶钨电极使用各种材料制成的钨焊头,杆根据需要采用紫铜、铬锆铜等材料。焊头与铜棒的结合采用钎焊等多种形式。镶钨电极示例镶钨电极是一种常用于高温高压环境下的电极材料,由钨和其他金属(如铜、银、钴等)组成。镶钨电极具有以下特点:高温高压下稳定性好:钨具有高熔点和高硬度,能够在高温高压下保持稳定性,不易熔化或变形。寿命长:镶钨电极的寿命比普通电极长,能够承受更高的电流和电压,不易受到腐蚀和磨损。焊接时间过长,热损失大,材料缩放。焊接时间太短,焊接不足,焊点强度差。河南常见电阻焊电极缺点
精密电阻焊电极的压力一般在10~20Kgf之间比较合适。河南常见电阻焊电极缺点
电阻焊电极的选型和设计要求是操作电阻焊机的重要步骤,以下是具体操作:1.确定电极材料:根据焊接材料的力学性能和化学成分来选择电极材料。一般来说,电极材料应具有高导电性、高导热性和良好的力学性能。常用的电极材料有铜、铜钨合金、铜合金等。2.设计电极形状:电极的形状应与被焊接工件的形状相适应,同时要便于加工和安装。一般来说,电极头部应该具有较大的表面积,以便于传递热量和压力,而尾部则应该具有足够的强度和刚度,以便于连接电极杆。3.确定电极尺寸:电极的尺寸应与被焊接工件的尺寸相适应。一般来说,电极头部直径应该根据工件厚度和焊接功率来确定,而电极长度则应该根据工件大小和操作空间来确定。4.考虑电极热损失:由于电阻焊过程中会产生大量的热量,因此电极材料的热损失也是一个需要考虑的因素。一般来说,电极材料的热导率应该较高,以便于将热量传递给工件。5.确定电极安装方式:电极的安装方式应该与电阻焊机的结构相适应,同时要保证电极位置的精度和稳定性。一般来说,电极通过电极杆连接在焊接机上,因此需要设计合适的电极杆结构和安装方式。 河南常见电阻焊电极缺点

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17




- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15




- 广东点焊钨铜触头硬度 11-24
- 湖北定制镶钨电极规格 11-24
- 河北定做镶钨电极特点 11-24
- 江苏制造钨铜触头特点 11-24
- 江苏耐磨的钨铜触头用途 11-24
- 北京点焊钨铜触头工厂直销 11-23
- 广东制造钨铜触头批发价 11-23
- 镀银钨铜触头 11-23
- 东莞镀银镶钨电极批发价 11-23
- 浙江制造钨铜触头缺点 11-23