拉伸弹簧的选型是一项关键的工程任务,它直接影响到产品的性能和可靠性。 在拉伸弹簧的选型过程中,我们会结合您的具体需求和应用环境,综合考虑材料的选择、尺寸的设计以及力学特性的分析等因素,以确保选型的准确性和适用性。我们的目标是为您提供高质量、高性能的拉伸弹簧,从而满足您的各种工程需求。 通过合理的选型,拉伸弹簧可以实现优异的机械性能,如弹性恢复能力、承载能力和寿命等。我们的产品具有优异的强度和耐用性,能够适应各种复杂的应用场景。我们的专业团队将为您提供专业的技术支持和咨询服务,确保您在选型过程中获得满意的结果。 我们始终致力于提供客户需要的解决方案和高品质的产品。我们采用先进的生产设备和严格的质量控制体系,以确保每一件产品都符合客户的标准和要求。 通过我们专业的拉伸弹簧选型服务,您可以获得符合要求的高质量产品,并在市场中取得竞争优势。无论您需要定制还是批量生产,我们都能够满足您的需求。 如果您对拉伸弹簧的选型有任何疑问或需要进一步了解,欢迎随时联系我们。我们期待与您的合作,并为您提供良好的服务。我们知道您关心的是交期:编程工程师团队经验丰富,设备自动化生产程度高,设备生产速度快,日产量高!广东耐腐蚀拉力弹簧批发价多少

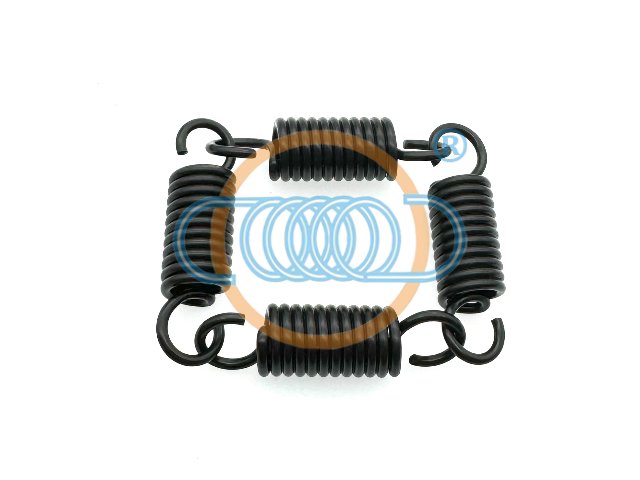
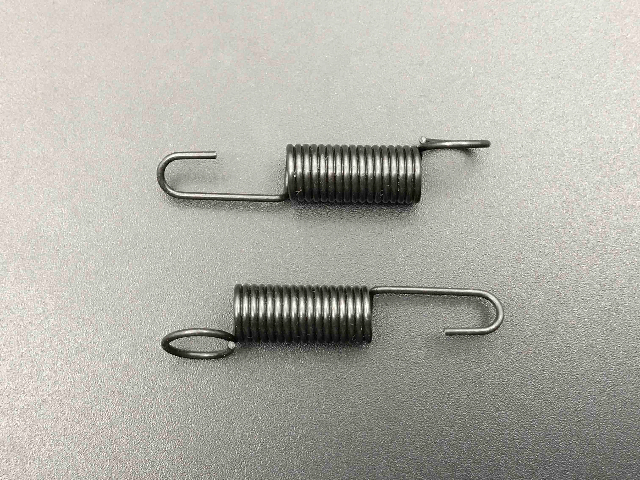
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。 广东耐腐蚀拉力弹簧批发价多少拉伸弹簧的有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。选择合适的拉伸弹簧很重要。
弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。
弹簧的等温淬火:对于直径较小或淬透性足够的弹簧可采用等温淬火,它不仅能减少变形,而且还能提高韧性。在等温淬火后再进行一次回火,可提高弹性极限。弹簧的松弛处理:弹簧长时间在外力作用下工作,由于应力松弛,会产生微量的(塑性)变形,特别是高温工作的弹簧,在高温下应力松弛现象更为严重,使弹簧的精度降低,这对一般精密弹簧是不允许的。因此,这类弹簧在淬火、回火后应进行松弛处理。热处理工艺:对弹簧预先加载荷,使其变形量超过弹簧工作时可能产生的变形量。然后在高于工作温度20℃的条件下加热,保温8~24h。形变热处理:形变热处理是将钢的变形强化与热处理强化两者结合起来,进一步提高钢的强度和韧性。高温形变热处理是在稳定的奥氏体状态下产生形变后立即淬火,也可与锻造或热轧结合起来,即热成型后立即淬火。喷丸处理:喷丸处理是目前应用的改善弹簧表面质量的方法之一。弹簧要求有较高的表面质量,划痕、折叠、氧化脱碳等表面缺陷往往会成为弹簧工作时应力集中的地方和疲劳断裂源。若用细小的钢丸高速喷打弹簧表面,进行喷丸处理,不仅改善弹簧表面质量,提高表面强度,使表面处于压应力状态,从而提高弹簧疲劳强度和使用寿命玖胜拉伸弹簧拥有大量规格的现货,如有需要可进行选购或者联系客服!
拉伸弹簧在使用过程中需要进行固定,常见的拉伸弹簧固定方式有以下几种:1.钩子固定钩子固定是最常见的拉伸弹簧固定方式,即将弹簧两端弯成半圆形成钩子,通过将钩子嵌入直线通孔或圆形通孔中进行固定。这种固定方式简单方便,适用范围广,但是不太牢固,容易造成弹簧自由度降低的问题。2.环形固定环形固定是将弹簧两端弯成环形,通过将环形穿过固定座或固定轴上的穿孔进行固定。这种固定方式相对较牢固,适用于弹簧负载要求较高的场合,但需要注意弹簧环形外径不能超过固定孔的直径。3.嵌槽固定嵌槽固定是将弹簧两端弯成嵌槽形状,在固定座或固定轴上的嵌槽中进行固定。这种固定方式可有效控制弹簧的自由度,适用于弹簧使用过程中需要保持形状和位置的场合。4.销子固定销子固定是在弹簧两端各钻一个孔,在固定座或固定轴上钉上两个销子将弹簧固定。这种固定方式比较精确可靠,适用于弹簧需要严格固定位置的场合,但需要注意孔径要与销子匹配,否则易造成强度不足或固定不牢。拉伸弹簧的选型需要考虑设备的具体需求和工作条件。广东耐腐蚀拉力弹簧批发价多少
玖胜拉伸弹簧的定制化服务能够满足客户特殊的需求和规格。广东耐腐蚀拉力弹簧批发价多少
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。广东耐腐蚀拉力弹簧批发价多少