产品优势1.材料充足:我们拥有多家原材料供应商,确保产品的耐久性和可靠性,使产品在使用过程中不易变形或断裂。2.精湛工艺:我们拥有先进的生产设备和技术团队,以严格的工艺流程和质量控制,保证产品的精细度和一致性。3.多样化规格:我们提供多种规格的压缩弹簧,以满足不同行业和客户的需求,包括直径、长度、弹性系数等方面的定制。4.灵活应用:我们的压缩弹簧广泛应用于汽车、家电、电子设备、机械制造等领域,为各行各业的产品提供稳固的支撑和弹性。弹簧的断裂多跟弹簧的材料有关,我们一般建议用质量好的材料。例如:碳素钢,不锈钢,琴钢等等。耐高温电推剪弹簧研发

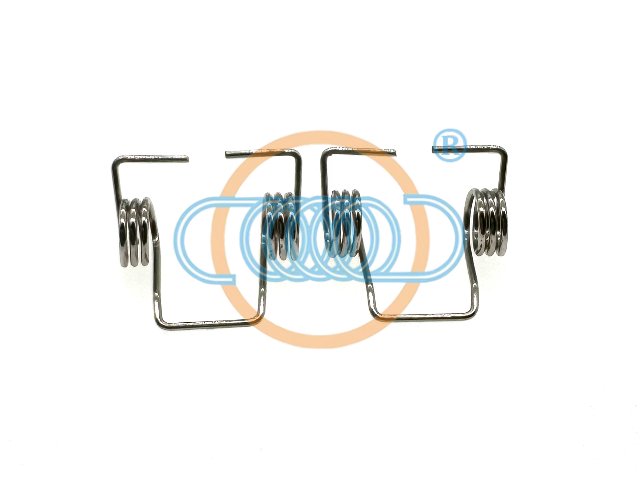
扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。广东不锈钢301电推剪弹簧公司玖胜弹簧生产厂家客服人员全天在线服务,您在使用弹簧或者购买弹簧的过程中有任何的疑问,欢迎您与我司联系。

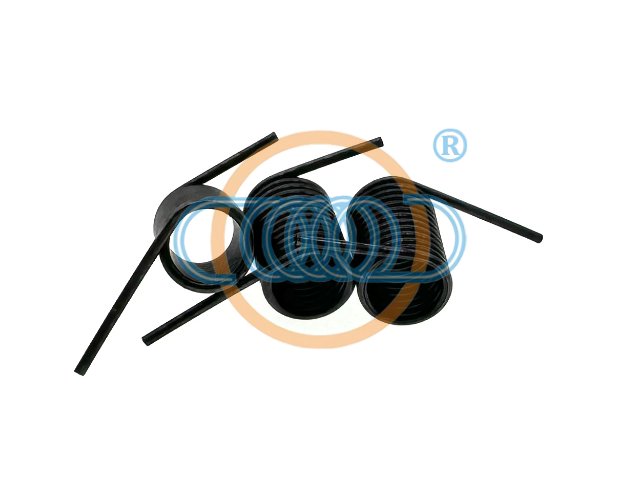
扭转弹簧相较于其他弹簧,有以下优势:1.更大的变形量:扭转弹簧可以承受更大的变形量,使得其适用范围很广。2.更好的耐久性:扭转弹簧使用寿命长,不易断裂变形,可在多个工作环境中稳定工作。3.更小的空间使用:扭转弹簧的空间使用率高,能够在小空间内发挥更大的作用。扭转弹簧的独特性能使其在以下领域中得到应用:1.机械领域:扭转弹簧可以用于锁紧丝杆、离合器、刹车等机械传动装置中,实现机械部件的联动和传动。2.汽车领域:扭转弹簧可以用于变速器、离合器、转向机、悬架系统等汽车零部件中,提高汽车的动力性和安全性能。3.家电领域:扭转弹簧可以用于各种家电产品中,如空调、洗衣机、烤箱等,为家电设备提供必要的支撑和弹性。
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。

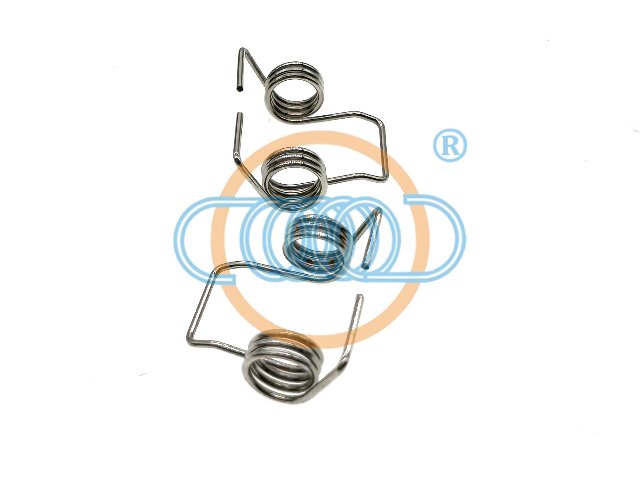
扭转弹簧属于螺旋弹簧。扭转弹簧的端部被固定到其他组件,当其他组件绕着弹簧中心旋转时,该弹簧将它们拉回初始位置,产生扭矩或旋转力。扭转弹簧可以存储和释放角能量或者通过绕簧体中轴旋转力臂以静态固定某一装置。这类弹簧通常是密身的,但是,簧圈之间有节距以减少摩擦。它们对旋转或旋转外力产生阻力。根据应用要求,设计扭转弹簧的旋向(顺时针或逆时针),从而确定弹簧的旋向。各圈或是紧密围绕或是分开围绕,能适任扭转负荷(与弹簧轴线成直角)。弹簧之末端可绕成钩状或直扭转臂。玖胜弹簧生产厂家,专业的弹簧工厂,提供各位弹簧定制现货服务。东莞琴钢线电推剪弹簧销售
玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。耐高温电推剪弹簧研发
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。耐高温电推剪弹簧研发