扭转弹簧是一种常见的弹性元件,广泛应用于机械设备、汽车、电子产品等领域。下面是扭转弹簧的制造工艺: 1. 材料选用:扭转弹簧通常采用钢材作为原材料,常用的有65Mn、60Si2Mn、50CrVA等。这些材料具有良好的弹性和耐磨性,能够满足各种应用场景的需求。 2. 加工制作:扭转弹簧的制作过程通常包括以下几个步骤: - 切割:首先将所选的钢材切割成合适长度的钢丝,以备后续加工使用。 - 弯曲:利用专业的机械装置,将钢丝进行弯曲,使其呈现出扭转的形状。根据具体的设计要求,可以采用不同的弯曲方式和角度。 - 调整:对弯曲好的扭转弹簧进行必要的调整,以确保其尺寸和形状符合设计要求。 - 磨光:通过磨削和抛光等工艺,对扭转弹簧进行表面处理,使其光洁度和表面粗糙度满足要求。 3. 检验质量:制作完成的扭转弹簧需要进行质量检验,以确保其性能符合标准。主要的检查内容包括: - 外观检查:检查扭转弹簧表面是否有明显的缺陷、变形或损伤。 - 尺寸检查:测量扭转弹簧的长度、直径等尺寸参数,与设计要求进行比对。 - 弹性检查:通过施加一定的载荷,测试扭转弹簧的弹性性能,确保其具有良好的弹性回弹能力。我司可生产的弹簧线径范围:0.08-5.0mm!东莞进口电推剪弹簧加工厂商
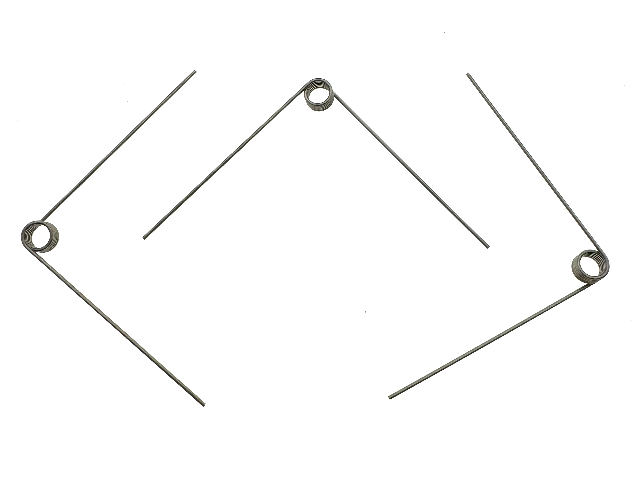
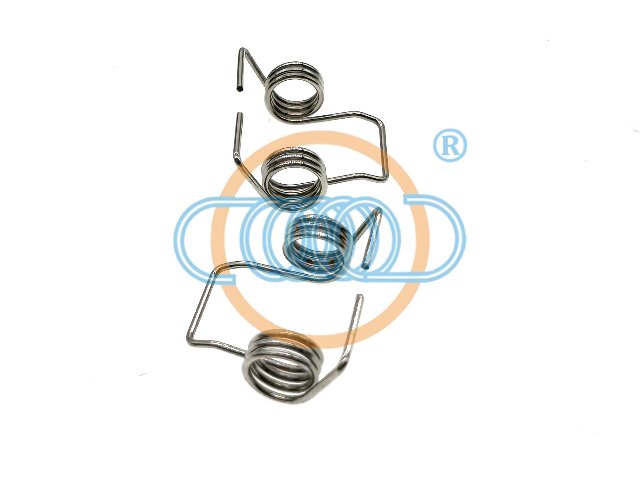
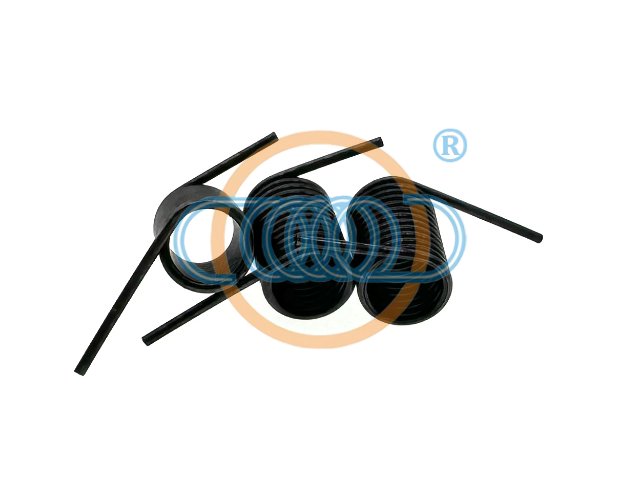
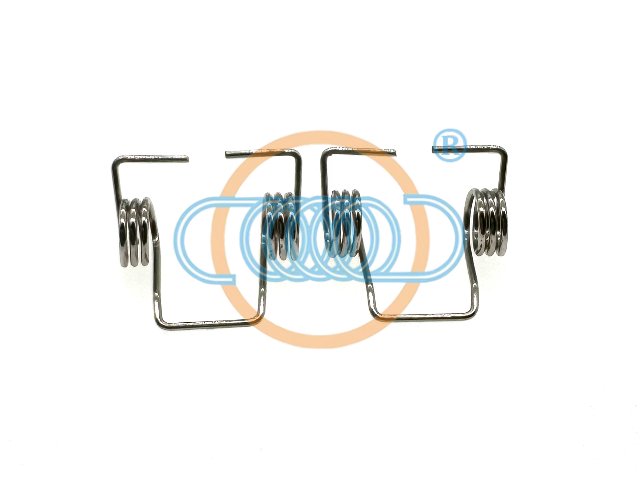
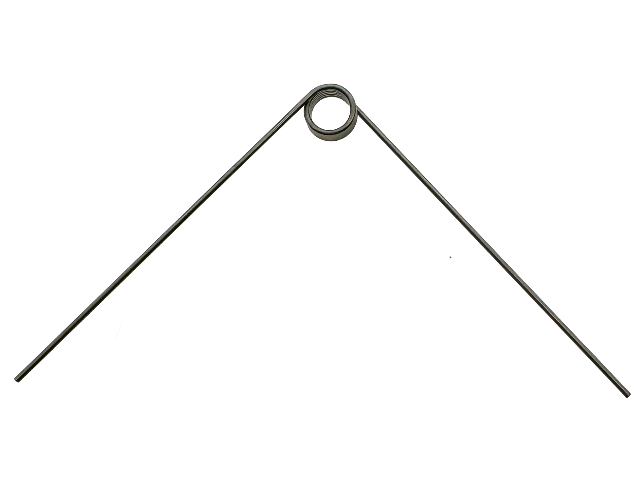
扭转弹簧又称(扭力弹簧)简称(扭簧)扭转弹簧是一种承受扭力矩的圆柱螺旋弹簧。它利用杠杆原理,通过对材质柔软、韧性较大的弹性材料的扭曲或旋转,使之具有极大的机械能。是承受扭转变形的弹簧,它的工作部分也是各圈或是紧密围绕或是分开围绕。扭转弹簧的端部结构是加工成各种形状的扭臂,由单扭至双扭,乃至各种扭杆之变形,得依设计成型。扭转弹簧常用于机械中的平衡机构,在汽车、机器、电器、玩具、等工业生产中使用。 扭转弹簧,是由弹簧钢制成的、有扭曲弹性的杆。如果用手拧一根橡皮棒,使它扭曲,它会扭转一定角度,人们也会感到它的弹力。当放松时,它就会恢复原状。利用这个原理,就可利用金属扭转弹簧来作为汽车悬架的弹性元件。 扭转弹簧的一端,固定在车架或车身上;另一端,固定在悬架的摆臂上并与车轮相连。车轮跳动时,摆臂使扭转弹簧发生扭转变形,储存能量,起到弹性元件的作用。 扭杆的断面一般是圆形或管形一,少数为矩形。还有的为了使弹簧更柔软,采用多层扭片的组合断面。 扭转弹簧的优点是结构简单,占用空间很小,适用于小型汽车。缺点是刚度受到扭杆长度的限制,不够柔软,乘坐舒适性不理想。东莞不锈钢电推剪弹簧多少天交货玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。
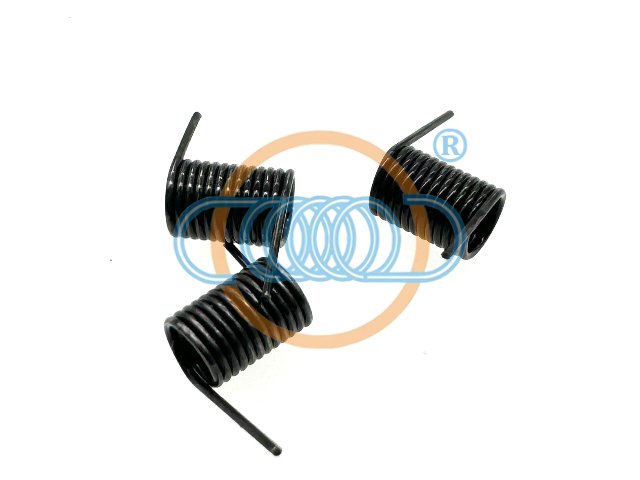
扭转弹簧乃变体弹簧之极至,由单扭簧至双扭簧异形扭簧,乃至各种扭干之变形,得依设计成型。在一个支撑的心轴或者柄轴上使用。心轴的尺寸在列出的偏差可以允许有约10%的间隙。如果偏差较大,则柄轴的尺寸要减小。为了使扭簧功能处于良好状态,组合件里的空间(小轴向空间)必须充足。小轴向空间不能参照线圈的长度。扭簧应在沿着缠绕线圈的方向上使用。因为残余应力,所以在松开的方向上,较大的负荷较低。列出的扭矩值是扭簧推荐的较大的扭矩。这些数值在静态条件下只需稍微调试就能够增加约20%
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。弹簧的断裂多跟弹簧的材料有关,我们一般建议用质量好的材料。例如:碳素钢,不锈钢,琴钢等等。
弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。广东不锈钢301双边扭簧有哪些公司生产
玖胜弹簧生产厂家,20年的定制经验,值得信赖。东莞进口电推剪弹簧加工厂商
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。东莞进口电推剪弹簧加工厂商