- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
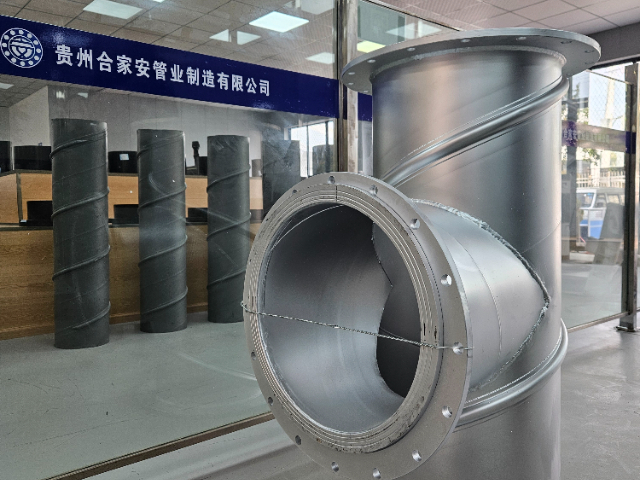
在矿场环境下,镀锌螺旋焊接复合钢管的性能和应用有着诸多技术细节。就钢管的材质而言,需要选用强度、韧性好的钢材,以适应矿山复杂的地质条件和机械冲击。例如,常用的 Q345 钢材具有良好的综合性能,但在一些特殊工况下,可能需要更较大强度的 Q420 或 Q460 钢材。在螺旋焊接过程中,焊接接头的形状和尺寸对钢管的承载能力有重要影响。合理的接头设计可以减少应力集中,提高钢管的疲劳寿命。此外,焊接后的热处理工艺也不容忽视,通过适当的退火或正火处理,可以消除焊接残余应力,改善钢管的力学性能。在某煤矿的综采工作面,用于液压支架的镀锌螺旋焊接复合钢管选用了 Q420 钢材,并对焊接接头进行了优化设计。焊接后进行了整体退火处理,有效地提高了钢管的强度和韧性。在长期的采煤作业中,这些钢管经受住了频繁的机械振动和高压液体的冲击,表现出了可靠的性能。钢管的制造工艺先进,确保了产品的精确度和一致性。赤峰新型镀锌螺旋焊接复合钢管电话
镀锌螺旋焊接复合钢管是一种性能不错的管材产品。它的制作工艺精湛,首先将钢带通过螺旋成型的方式焊接成管状,然后进行镀锌处理。这一过程不仅保证了钢管的结构强度,还赋予了其出色的防腐能力。在实际应用中,这种钢管能够有效地抵御外界因素的侵蚀,延长使用寿命。在农业灌溉领域,镀锌螺旋焊接复合钢管得到了广泛的应用。它可以用于铺设灌溉管道,将水源准确、高效地输送到农田的各个角落。由于其良好的耐磨损性能,即使在长期的水流冲击下,也不易出现损坏。在某大型农业园区的灌溉系统改造中,采用了镀锌螺旋焊接复合钢管。新的灌溉管道系统运行稳定,提高了灌溉效率,降低了水资源的浪费,为农作物的生长创造了良好的条件。黔西南煤矿镀锌螺旋焊接复合钢管性能钢管的镀锌处理是否会对环境造成负面影响?
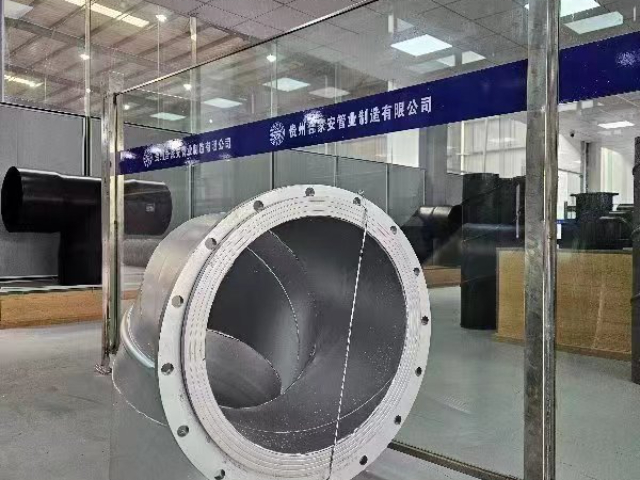
矿用镀锌螺旋焊接复合钢管在矿山巷道支护与加固领域的应用是一种创新性的尝试。传统的巷道支护方式多采用锚杆、喷浆等方法,但这些方法存在施工复杂、成本高、维护困难等问题。而矿用镀锌螺旋焊接复合钢管则以其独特的性能优势为巷道支护提供了新的解决方案。该管材通过特殊设计的连接件和支撑装置可以方便地安装在巷道内壁上,形成一道坚固的支护结构。镀锌层不仅提供了防腐保护还增强了管道的整体强度使其能够承受巷道顶板的压力。同时螺旋焊接工艺使得管道具有良好的柔韧性和抗变形能力能够适应巷道变形和位移而不发生破坏。此外矿用镀锌螺旋焊接复合钢管还可以与其他支护材料如锚杆、钢带等配合使用形成复合支护结构进一步提高巷道的稳定性和安全性。这种创新性的应用不仅简化了施工流程降低了成本还提高了巷道的支护效果和可靠性。
在矿业生产中,气体输送是一个至关重要的环节。瓦斯、压缩空气等气体的安全输送直接关系到矿山生产的安全性和稳定性。矿用镀锌螺旋焊接复合钢管以其优异的性能为矿用气体输送提供了可靠的安全保障。首先,镀锌层为管道提供了额外的防腐保护,增强了管道的整体强度。在输送易燃易爆气体时,这种防腐性能尤为重要,能够防止因管道腐蚀导致的泄漏事故。其次,螺旋焊接工艺确保了焊缝的连续性和均匀性,减少了泄漏的风险。通过严格的焊接质量控制和检测手段,确保了焊缝的密封性和承压能力。此外,矿用镀锌螺旋焊接复合钢管还具有良好的耐磨性和抗冲击性能。在输送含有颗粒物的气体时,如矿尘、煤粉等,其内壁能够抵抗颗粒物的冲刷磨损,保持管道的畅通无阻。同时,在受到外部冲击或振动时,该管材也能够保持稳定的运行状态,确保气体输送的安全可靠。在运输过程中,如何保护镀锌螺旋焊接复合钢管不受损?

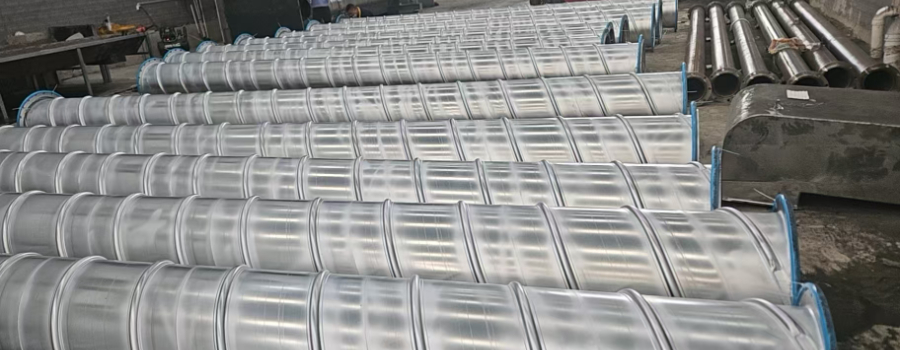
镀锌螺旋焊接复合钢管在矿用环境中展现出了其独特的价值和优势。在矿山开采的复杂环境下,对管材的要求极为严格。镀锌螺旋焊接复合钢管凭借其出色的性能,成为了众多矿山企业的不错的选择。这种钢管采用先进的螺旋焊接工艺,使得焊缝牢固且均匀,能够承受巨大的压力和冲击力。而镀锌层则有效地防止了钢管的氧化和腐蚀,延长了其使用寿命。在矿井通风系统中,镀锌螺旋焊接复合钢管发挥着至关重要的作用。通风管道需要在恶劣的条件下长时间稳定运行,确保新鲜空气能够源源不断地输送到井下各个作业区域。该钢管不仅具有良好的气密性能,保证了通风效率,而且其坚固的结构能够抵御井下可能出现的碰撞和挤压。例如,在某煤矿的通风系统改造中,采用了镀锌螺旋焊接复合钢管。改造后的通风系统运行稳定,有效改善了井下作业环境,提高了工人的工作效率和安全性。同时,由于钢管的抗腐蚀性能出色,减少了通风系统的维护成本和维修次数。其良好的机械性能,使得钢管在承受压力时依然保持稳定。黔西南工程镀锌螺旋焊接复合钢管批量定制
其稳定的化学性质,确保了钢管在不同介质中的稳定性。赤峰新型镀锌螺旋焊接复合钢管电话
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。赤峰新型镀锌螺旋焊接复合钢管电话
- 呼和浩特镀锌螺旋焊接复合钢管互惠互利 2024-11-15
- 铜仁优势镀锌螺旋焊接复合钢管销售电话 2024-10-28
- 乌海镀锌螺旋焊接复合钢管技术指导 2024-10-28
- 昆明工程镀锌螺旋焊接复合钢管现货 2024-10-24
- 鄂尔多斯矿用镀锌螺旋焊接复合钢管型号 2024-10-24
- 四川工程镀锌螺旋焊接复合钢管互惠互利 2024-10-24
- 四川优势镀锌螺旋焊接复合钢管批发价格 2024-10-23
- 贵州矿用镀锌螺旋焊接复合钢管参考价 2024-10-23
- 毕节优势镀锌螺旋焊接复合钢管生产厂家 2024-10-23
- 黔东南矿用镀锌螺旋焊接复合钢管现货 2024-10-23
- 四川新型镀锌螺旋焊接复合钢管用途 2024-10-23
- 四川矿用镀锌螺旋焊接复合钢管型号 2024-10-23