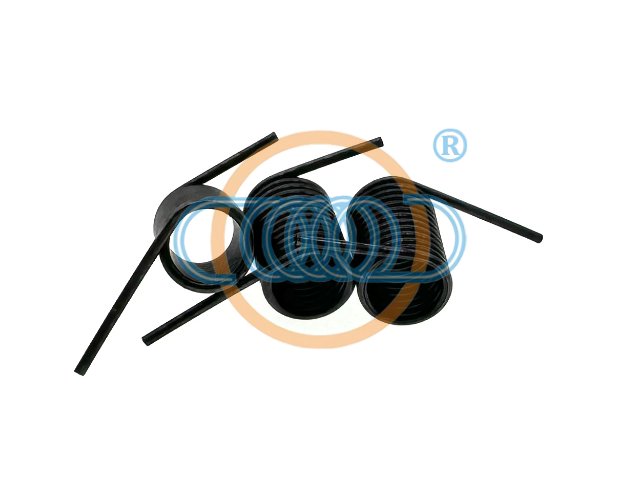
扭转弹簧是一种具有广泛应用的装置,它通过旋转力和阻力的转换,以静态方式固定装置。在应用中,扭转弹簧的底端通常固定在其他位置,从而实现其他组件围绕弹簧中心旋转的效果。一旦其他组件开始绕着弹簧中心旋转,弹簧会迅速将它们拉回原位,产生一种旋转力,将旋转力转化为所需的阻力。这种方式使得扭转弹簧能够以静态的方式固定住装置,并实现预期的效果。 使用治具,扭转弹簧套在扭力试验机治具上,使用回转棒及荷重棒测试出扭力起始角度,或使用软件自动检出起始角度,按下自动测试,即可自动测试出扭簧的扭矩。需要按照操作规程严格控制好扭簧的中心点,扭矩施加点的中心点,并正确输入参数。扭簧因其形状构造原因,不同机器间的测试仪器通常测试出来数据差异较大,其根本原因在于测试治具的一致性保证,以及设备本体的测试精度;使用磐石的PS-2205S扭力试验机,配套扭簧扭力测试治具,测试扭簧的扭力数据能够保持和进口品牌的一致性。玖胜专业为您提供弹簧设计,计算,研发,定制,来料加工,各种非标弹簧生产,20年弹簧定制经验。不锈钢301扭转弹簧送货上门
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。不锈钢301扭转弹簧送货上门弹簧的电镀一般有:镀镍,镀锌,镀银,镀金,镀铬,煲黑。

产品的定制流程1.客户需求确认:我们的销售团队会与客户进行沟通,了解客户的具体需求,包括弹簧规格、材料要求、使用环境等等。2.产品设计与开发:根据客户需求,我们的工程师团队会进行产品设计和开发,确保产品能够满足客户的要求。3.样品制作与确认:根据设计方案,我们会制作样品,并与客户进行确认,确保样品符合客户的预期。4.生产与交付:确认样品后,我们将进行批量生产,并按照约定的交货期限准时交付客户。总结:东莞市玖胜五金弹簧有限公司作为一家专业生产压缩弹簧的企业,我们致力于为客户提供质量高、可靠性强的产品。我们的产品具有高弹性、精度高、长寿命、安全可靠等优势,并广泛应用于汽车、家电、电子设备、机械制造等领域。我们提供定制化服务,根据客户的需求进行产品设计和开发,并确保按时交付。欢迎您选择东莞市玖胜五金弹簧有限公司,我们将竭诚为您提供满意的服务!
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。
在弹簧电镀过程中,可能会出现以下问题:1.电镀层出现气泡:可能是因为弹簧表面有油脂或污垢导致的,可以通过完善的前处理工序来解决。2.电镀层出现裂纹:可能是因为弹簧在电解处理或电镀过程中出现过度变形导致的,可以通过优化处理工艺或者提高弹簧的材质硬度来解决。3.电镀层不均匀:可能是因为电镀液浓度或者弹簧的表面处理不均匀导致的,可以通过优化电镀液配方,或者提高表面处理质量来解决。目前,弹簧电镀具有广泛的应用领域,包括家电、汽车、航空航天等领域。未来,随着技术的发展和工艺的突破,弹簧电镀将更具有环保性、适用性和高效性,将在更多的行业和场景中得到应用。弹簧定制厂家--认准玖胜弹簧生产厂家,专业的弹簧供应商,20余年弹簧生产经验,专注弹簧生产设计。东莞耐热型扭簧加工厂家
弹簧厂家哪家好?玖胜五金弹簧-专注行业20余年技术的经验。不锈钢301扭转弹簧送货上门
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。不锈钢301扭转弹簧送货上门