- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
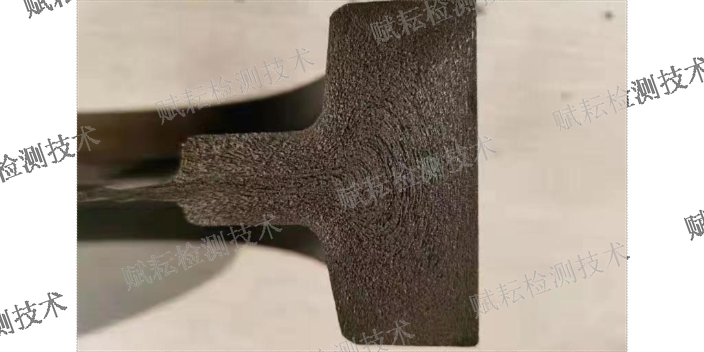
白点的产生,氢+应力,没人提过异议。产生了白点,氢或应力孰为主因,异议就大了!能改锻或降级,损失小一些,双方好谈一些,如果只能报废回炉,损失就大了。解剖、取样、做低倍、断口、高倍等试验,出分析报告。我认为:一般来说,锻件的高低倍组织、晶粒均正常时,氢为主因;锻件铸态组织未得到效改善、晶粒粗大、有严重的魏氏组织时,应力为主因。在标准图谱或书籍上的白点,不管是低倍或断口,都是很典型的。在工作中,我很少碰到类似的白点,特别是断口。在白点严重时,超探(指超声波探伤)可以对白点定性,所谓“此起彼伏”的波形。双方的探伤人员如不能达成共识,缺陷的认定仍得由金相分析来决定。由探伤定位,在缺陷严重处取样,一般是先做横向低倍,如发现了内裂,再做纵向断口。但如果内裂数量少,分布杂乱,做断口时往往敲不到,要反复做,工作量很大,碰到这种情况,可用做纵向低倍来认定是否白点。当纵向低倍上的裂纹能同时满足两个条件:a.方向与加工流线相同;b.长度与横向低倍相近。就可认定是白点裂纹,反之就不是。下面一个例子,就是用纵向低倍的方法否定了白点。35CrMo锻件,车内孔时发现裂纹。裂纹方向与加工流线不一致(因此,可以否定白点的怀疑)。 低倍加热腐蚀装置钢铁铸造行业用的非常多!黑龙江金属材料断口低倍腐蚀代理加盟

全自动低倍组织酸蚀系统,包括:对钢样进行切割的火焰切割机;运送切割后的所述钢样至试验平台的叉车;将所述钢样从所述试验平台传送至对所述钢样进行单向端面立铣的龙门铣磨床的工作台的行车;对所述钢样酸蚀、清洗和干燥的酸洗机,所述酸洗机包括:机架和设置于所述机架上的酸雾处理装置、试剂喷淋装置、水洗、吹干装置、液体存储箱、移动排风罩、液位计和电气控制柜;对所述钢样进行拍照的摄影装置。对钢样进行单面立铣, 需将经铣磨过的立面浸入酸洗机中,不需要将整个钢样浸没在酸洗机中,节省了盐酸的用量,同时,避免了浸没整个钢样时出现的盐酸外溅的情况,因此该全自动低倍组织酸蚀系统能够简便、安全地对钢材试样进行质量检测。湖南耐强酸低倍腐蚀国标低倍电解腐蚀装置阴阳极是什么材料做的?

按照GB/T226中推荐的冷蚀液,酸蚀的效果并不理想,且冷蚀检验法腐蚀的程度轻,对酸蚀过程操作要求严格,如酸蚀液涂抹不均匀会造成成分偏析的假象,如刷洗不充分,微小的气孔等缺陷则不能充分显示,造成低判或漏判。对于硫印检验,此法存在污染小,周期短,操作简单的优点,但是缺点在于从检验的图样上来看,不能显示等轴晶、树枝晶及坯壳致密等轴晶的比例,且局限于ωs>,当铸坯中s含量较低时,硫印片模糊不清,甚至出现“白板”。枝晶腐蚀检验是将试样用铣床铣平、磨床磨光(表面粗糙度<。μm)、抛光机抛光(表面粗糙度<μπι)达到镜面光洁度,在室温条件下使用特定的腐蚀试剂进行浇蚀、擦蚀或者浸泡试样检验面约12min。该工艺虽能够判定铸坯内部质量的各项指标,准确测定等轴晶、树枝晶及坯壳致密等轴晶的比例,但是缺点在于对试样加工光洁度要求极高,加工过程耗时耗力,周期太长。对于热酸蚀检验,通常采用的工艺为将试样加工至合适尺寸,经铣床加工至表面粗糙度不大于μπι,然后将试验放入事先加热到60?80°C盐酸和硫酸混合溶液中酸蚀15?25min,再用热水清洗。此方法优点在于试样加工的光洁度要求不高,能够充分显示各自缺陷,但是缺点在于需对酸进行加热。
全自动低倍组织酸蚀利用PLC进行过程控制,可以自动完成钢样夹紧,启动酸液泵、电极通电、流量安全控制等功能,而且还可精确控制每个环节的处理时间,以保证检测结果的一致性。电解腐蚀机循环使用的酸液储存在一个内置的储酸槽中.每槽酸液大约可浸蚀几百个试样.之后将废酸排放掉并加入新的酸液。钢样在酸蚀时通过电化学反应.在钢样浸蚀面形成大约,然后通过辊刷和清洗工序将胶状层洗掉.并进入干燥工位进行干燥,之后就可以进行钢样的低倍组织及缺陷的检测和评价。全自动电解酸蚀机所采用的检测方法符合国家标准GB226-91《钢的低倍组织及缺陷酸蚀检验法》的要求。全自动电解腐蚀机优点:1、提高检测效率;2、全自动电解腐蚀机可实现钢样检测过程的精确控制,因此与传统的检测方法相比检测结果的准确性和可重复性提高;3、不需要对钢祥和酸液进行加热;4、酸蚀时间大约只有传统热酸浸蚀法的I/10;5、酸液的需求量和消耗量只有传统热酸浸蚀法的I/10;6、“酸烟”的产生及排放减少;7、酸液可在10-40°C范围内正常使用;8、PLC自动控制,减少人工工作量;9、利用可更换的卡具,同时可进行多个钢样的检测。全自动低倍组织酸蚀系统,其特征在于,包括:对钢样进行切割的火焰切割机。 低倍组织热酸装置,低倍电解腐蚀装置腐蚀后能用肉眼看吗?
低倍腐蚀在金属材料的教育培训中也具有重要的意义。对于材料科学专业的学生和从事相关工作的技术人员来说,通过实际操作低倍腐蚀实验,能够直观地理解材料的组织结构和缺陷特征。这有助于培养他们的实践能力和分析问题的能力。在实验室教学中,学生可以亲自动手进行低倍腐蚀实验,观察不同材料的组织结构,加深对材料学理论知识的理解和掌握。随着工业4.0和智能制造的发展,低倍腐蚀技术也在朝着自动化和智能化的方向迈进。自动化的低倍腐蚀设备可以实现腐蚀过程的精确控制和标准化操作,减少人为误差。智能图像分析系统能够快速、准确地识别和分析低倍腐蚀后的图像,提高检测效率和准确性。例如,在一些大型钢铁企业的质量检测线上,自动化的低倍腐蚀和图像分析系统可以实现对大量钢材样品的快速检测和质量评估。低倍加热腐蚀装置槽子材质PP!黑龙江钢材料缺陷低倍腐蚀什么品牌性价比高
低倍组织加热腐蚀装置使用!黑龙江金属材料断口低倍腐蚀代理加盟
连铸坯低倍样的快速制备方法属于连铸试样检测技术领域。连铸坯低倍试样的检测是一种直接有效的连铸坯内部质量检测方法,其检验结果直接关系到连铸机冷却及搅拌系统的调整。低倍组织的评定一般依据国标或行业标准,具体指标有:中心疏松、缩孔、内部裂纹、皮下气泡、非金属夹杂物、白亮带、夹渣等。目前被运用的低倍检验一般采用冷蚀检验、硫印检验、枝晶检验及热酸蚀检验四种方法。冷蚀检验一般是指将试样整件直接用铣床铣磨至表面粗糙度小于μm,然后用酸蚀液刷洗表面,再用清洗液或热水清洗。冷蚀检验法的酸蚀液直接影响酸蚀的效果,对于不同的钢种酸蚀液的配比成份也不尽相同。黑龙江金属材料断口低倍腐蚀代理加盟

金属铸件在机械制造等领域中应用,但铸件中容易出现各种缺陷。低倍腐蚀对于检测这些缺陷具有重要意义。通过低倍腐蚀,可以清晰地观察到铸件中的缩孔、疏松、气孔等缺陷的分布和大小。缩孔通常出现在铸件凝固的部位,会降低铸件的强度和致密性。疏松则是由于金属凝固过程中补缩不良而形成的微小孔隙。气孔可能是由于熔炼过程中气体未充分排出或浇注过程中卷入气体所致。利用低倍腐蚀技术发现这些缺陷后,可以通过改进铸造工艺,如优化浇注系统、调整凝固顺序、控制熔炼过程中的气体含量等措施来减少缺陷的产生,提高铸件的质量。低倍腐蚀浸蚀方法有哪几种?湖北赋耘低倍腐蚀用什么腐蚀液进行低倍腐蚀首先要对样品进行预处理,包括切割、磨光和抛光...
- 江西钢材料缺陷低倍腐蚀怎么使用 2024-11-14
- 河北金属制品低倍腐蚀什么价格 2024-11-14
- 福建低倍腐蚀怎么选择 2024-11-07
- 浙江金属材料断口低倍腐蚀国标 2024-10-23
- 安徽金相低倍腐蚀酸雾系统 2024-10-21
- 河北赋耘低倍腐蚀适合什么行业 2024-10-21
- 辽宁耐高温低倍腐蚀怎么选择 2024-10-21
- 重庆耐高温低倍腐蚀适合什么行业 2024-10-20
- 陕西流线低倍腐蚀代理加盟 2024-10-20
- 重庆流线低倍腐蚀酸雾系统 2024-10-20


- 北京钢材料缺陷低倍腐蚀用什么腐蚀液 2024-09-12
- 湖南锻造流线低倍腐蚀什么品牌性价比高 2024-09-11
- 山东锻造流线低倍腐蚀操作说明 2024-09-11
- 锻造流线低倍腐蚀国标 2024-09-11
- 四川金相低倍腐蚀国标 2024-09-11
- 内蒙古钢铁行业低倍腐蚀国标 2024-09-11


- 重庆不锈钢金相磨抛机抛光时间大概多久 12-02
- 山东不锈钢金相磨抛机厂家直销 12-02
- 吉林单点加压金相磨抛机厂家直销 12-02
- 天津汽车零部件金相磨抛机抛光时间大概多久 12-01
- 重庆单点加压金相磨抛机替代ATM 12-01
- 天津金相磨抛机替代ATM 12-01
- 黑龙江中心加压金相磨抛机磨盘大小有哪些 12-01
- 上海钢铁行业金相磨抛机厂家直销 12-01
- 重庆触摸屏金相磨抛机磨盘大小有哪些 12-01
- 江苏赋耘金相磨抛机抛光时间大概多久 12-01