燃烧工艺原理及流程
催化燃烧中,预热式是一种基本的流程形式。有机废气在进入反应器之前,要在预热室中的加热,因为有机废气温度低于100摄氏度时,浓度低,热量不能自给。燃烧净化后,与未处理的废气进行热交换,回收部分的热量。煤气或电加热是该工艺常用的方法,加热到催化反应所需的点火温度。
燃烧工艺优缺点优点:相较与直接燃烧法其辅助燃料费用低,二次污染物NOx生成量少,燃烧设备的体积较小,VOCs去除率较高;缺点:催化剂价格较贵,且要求废气中不得含有会导致催化剂失活的成分 有机废气废气处理设备工厂。浙江有机废气废气处理设备工厂

工业废气产生的原因主要包括:化工产品的生产过程中,各个生产环节都可能产生废气。例如化学反应中产生的副反应和反应进行不完全所产生的废气,以及产品加工和使用过程中产生的废气等。燃烧过程也会产生大量废气。例如工业生产中需要使用大量的燃料,如煤、油、天然气等,这些燃料在燃烧过程中会释放大量的废气,其中包括二氧化碳、一氧化碳、氮氧化物等。工业生产过程中也会产生大量废气。例如炼钢、冶金、水泥生产等行业都会产生大量的废气,其中包括二氧化硫、氮氧化物、氟化物、挥发性有机物等。某些工业过程需要进行化学反应,这些反应会产生大量的废气。例如聚合物生产、农药生产等。六安转轮吸附废气处理设备价格烟气净化处理废气处理设备。

酸性废气的处理工艺包括以下几种:1.吸收法:将酸性废气置于吸收器中,通过喷淋液或高速旋涡喷淋的方式使废气与液相接触,使酸性气体被吸收。常用的吸收剂包括碳酸钠、氢氧化钠、液氨等。2.氧化法:将酸性废气通入氧化反应器中,加入氧气或臭氧等氧化剂,使酸性气体被氧化成无害的气体。常用的氧化剂包括硝酸、过氧化氢等。3.还原法:将酸性废气通入还原反应器中,加入还原剂,使酸性气体被还原成无害的气体。常用的还原剂包括氢气、二氧化硫等。4.压缩冷却法:将酸性气体通过管道压缩,使其冷却降温,使固态污染物沉积下来,然后通过过滤或沉淀等方式将其除去,剩余的气体再通过吸收、氧化或还原等方法进行后续处理。5.生物处理法:将酸性废气经喷淋或气泡等方式送入生物反应器中,利用微生物将有害物质转化成无害物质。
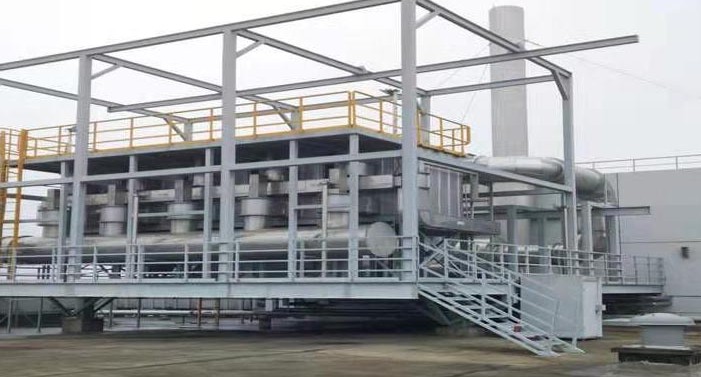
吸附浓缩+催化燃烧组合工艺
吸附浓缩催化燃烧是将活性炭吸附回收和催化燃烧有机地结合起来的一种方法,该方法就是将大风量、低浓度的有机废气经吸附净化并脱附后转换成小风量、高浓度的有机废气,对期进行催化燃烧治理,并有效的利用有机物燃烧释放的热量。大风量、低浓度有机废气通入活性炭吸附床,与蜂窝状活性炭充分接触,利用活性炭对有机物质的强吸附性将气体净化,处理后的气体可达标排放。吸附床经过一段时间的运行后会达到吸附饱和,此时开启脱附再生系统,对吸附饱和的活性炭利用~120℃的热气进行脱附再生;脱附出来的高浓度气体,通过催化燃烧装置,在280℃以上时燃烧生成二氧化碳、水等无害气体。高浓度废气在催化燃烧装置内燃烧会释放热量,使燃烧室温度升温至280~600℃之间。使之达到催化燃烧温度,**降低了运行成本。余热利用后的高温烟气引一部分与空气混合配制~120℃左右的热风,用作蜂窝活性炭的脱附再生。为了保证净化过程连续进行,设置1个及以上吸附床,1个脱附床交替进行。 在催化剂的存在下,通过氧化反应将VOCs转化为无害物质。

热破坏法是一种通过直接燃烧或辅助燃烧有机气体(即VOC)来降低其有机物浓度的技术。
该技术还利用特定的催化剂来加速VOC的化学反应,以达到无害化处理的目的。该方法主要包括直接火焰燃烧和催化燃烧两种形式。其基本原理是:通过高温燃烧将VOC氧化分解为无害的C02和H20。在燃烧过程中,VOC废气与氧气混合燃烧,高温能够使VOC中的有机物质分子发生裂解和氧化,** 终 转化为二氧化碳和水蒸气。直接火焰燃烧因其高效性,通常能实现99%以上的处理效率。催化燃烧则是在催化剂的作用下,降低燃烧温度,提高燃烧效率,减少能耗。此外,催化剂还可以提高燃烧反应的选择性,减少副产物的生成,提升处理效果。这种方法比直接燃烧用时更少,是高浓度、小流量有机废气净化的 首 选 技术。
优点处理效率高,能够将VOC高效降解为无害物质,适用于处理高浓度、复杂成分的VOC废气;燃烧技术操作简便,设备结构相对简单,稳定性较好。
缺点能耗较高,需要耗费大量的燃料和能源,运行成本较高;燃烧过程中可能会产生氮氧化物等有害气体,对环境造成一定影响;燃烧技术对VOC的成分和浓度要求较高,特定的VOC成分可能会对燃烧效果产生影响。 活性炭吸附工艺是一种传统的治理工艺,其因为投资小、处理效果稳定而被广泛应用。宁波废气处理设备厂家
上海废气处理设备厂家。浙江有机废气废气处理设备工厂
RTO技术与RCO技术均为VOCs(挥发性有机化合物)治理领域的成熟技术,具有应用广 泛、治理效果佳、运行稳定且成本相对较低等优势。二者之间的主要区别在于:RTO不依赖催化剂,而RCO则包含催化剂;RTO的操作温度需达到760℃以上,RCO则在250至400℃之间运行;RTO可能会产生NOX等二次污染物,而RCO则不会。由于RCO的操作温度较低,其运行费用也相应低于RTO。此外,RCO可采用电加热器进行加热,无需明火,从而降低了运行温度与设备材质成本。相比之下,RTO因运行温度高而必须使用燃烧器进行温度控制,进而产生明火,使得其在安全性方面稍逊于RCO。在选择VOCs处理方法时,需综合考虑废气组分、含量、浓度等现场情况,以选择**适合的处理方法。各种方法并无绝 对 优劣之分,关键在于如何将其恰当地应用于实际场景中,从而** 大 程 度 地降低生产成本。浙江有机废气废气处理设备工厂