独特的三维机械臂-机械臂使可以简单快速地旋转180°,进行双面(X和K)切削。操作者无需起重机来旋转材料,极大节省了工作时间。l独特的夹紧系统可以在不使用任何工具的情况下,在几秒钟内完成对UZ50机器的组装和拆卸(快速系统)。l坡口机“浮动”在三维机械臂上,并补偿的地板的不均匀。l三维机械臂使坡口机的操作更加简单方便。l可以通过三维机械臂升降手柄来设置机器所需的高度。l机器通过大量安装在底座的车轮而运转。l可以选择使用或不使用三维机械臂来进行切削。l可以将三维机械臂作为固定点来进行操作。l电路封装在防尘密封箱内,并配备必要的安全设备。lCE符合性声明整机净重:175kg江苏荣协自动化科技有限公司旗下倒角机产地是哪里?山西国内倒角机哪里有
使用时注意事项对于实际操作者为了不发生意外,请牢记以下内容,请谨记空气工具对于操作者̻务必已正规的作业着装后进行工作图示作业期间衣物或者头发等卷入易产生危险所以一定要穿着符合规格的作业服然后头发过长的操作工,请佩戴可以完全盖住头发的安全帽进行工作要穿着不易打滑的工作鞋进行工作。请始终佩戴护眼镜一般的眼镜不佩戴抗冲击功能,所以一般的眼镜不可佩戴̻。务必佩戴防尘口罩作业时易产生灰尘,所以务必佩戴防尘口罩。作业时动作应该规范,疲劳时应适停止操作,适当休息U̻G疲劳时请暂停设备,不要使用设备作业中驱动部分不要用手去摸四川国产倒角机江苏荣协科技磁力工装质量如何?
1、工作时请穿好工作服、安全鞋及防护镜,注意:不允许戴手套操作机床。2、操作者要熟悉机床的一般性能和结构、传动系统,严禁超性能使用。3、开车前,检查倒角机防护罩是否完好和紧固;刀具运动方向与工作台进给方向是否正确。4、工作台面不许放置金属物品。安放工件时,要轻取轻放,以免碰伤台面。5、操作者在开始切削时,双手把工件固定在吸盘工作台面上,开始走刀切屑;视加工工件长度,控制脚踏按钮开关。6、经切削加工后工件,应按规定放置,严禁将工件直接落地堆放。7、铣刀具钝后,应停车换刀片,停车前退刀;停车时应先停止进刀,后停主轴。8、在工作时严禁用手接触刀尖和铁屑,必须用毛刷在床面上、铣刀上的切屑,切屑时,要停车进行。9、在工作时严禁用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。10、机床运转中,操作者不得离开岗位;机床发现异常现象立即停车。11、工作完成后按管理要求擦拭维护保养机床,保持机床外观清洁。12、清理工具、计量器具,清扫工作场地;按规定交班制度要求进行交班。13、依次关掉机床操作面板上电源和总电源
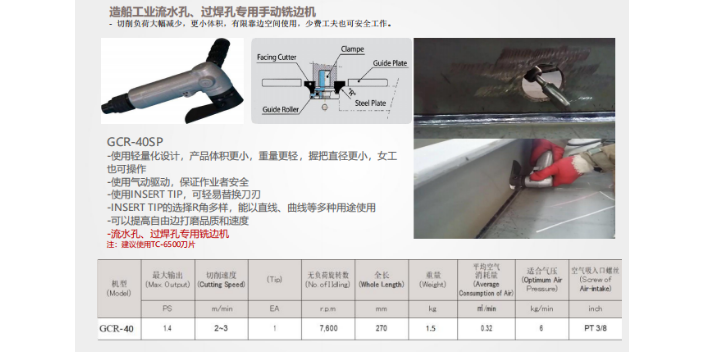
铣边机以其优势在螺旋焊管生产时得到广泛应用。与圆盘剪相比,铣边机提高了板边加工质量,使成型与焊接过程更加稳定;降低了板材消耗;提高了生产安全性。但铣边工艺也有固有的缺点,控制不好时会导致一系列的成型、焊接缺陷,如气孔、夹渣、未焊透、烧塌、焊偏、焊道不规则等。应正确使用铣边机铣边方法。1、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=窄实际原板宽度-8mm。GCR-70PCL使用气动驱动,保证作业者安全。
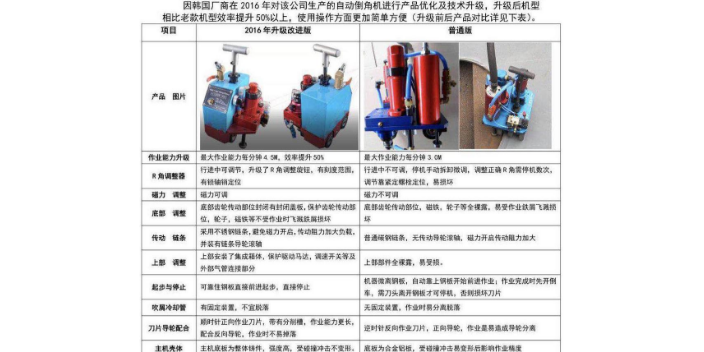
配国内标准铣刀盘,互换性强,铣削头变频调速,调速方便,**提高了产品加工的适应性。如产品材质由碳钢转为不锈钢时,需要降低铣削速度,普通铣削头变速一般采用挂轮变速,需要人工更换挂轮,变速较为麻烦。我公司产品只需转动旋钮就可完成变速。自动变速体现了极好的适应性,**降低了操作强度,同时避免了更换挂轮时,操作不细心将杂质、脏物带进减速系统,导致传动系统早期损坏。改进完善了液压系统(分简易保压系统、高低压双泵保压系统、变量泵保压系统,**液压油散热、加热系统,可选装)消除了自动铣边机普遍存在的液压油早期老化、漏油现象。GCR-70PCL使用轻量化气缸,产品超轻量化。山西国内倒角机哪里有
韩国气动式自动铣边机COTR-501代理商。山西国内倒角机哪里有
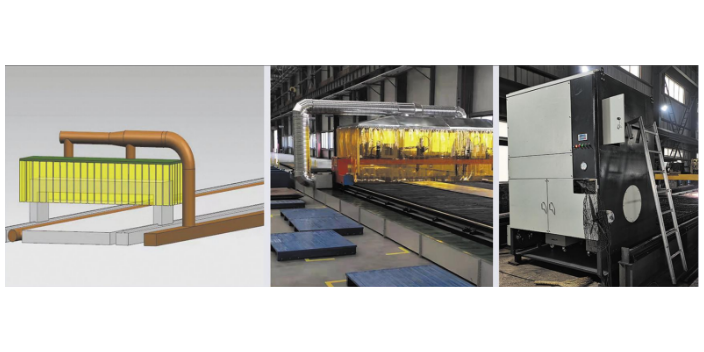
大板坡口作业对于大型钢板或人为不能提动的钢板,需事先制作高度在500-600左右的钢板支架,将钢板整体放置其上,需坡口的钢板边缘露出支架250毫米,将铣边机推上靠紧钢板,用下支撑轮手摇压紧,开启主轴电机按钮后,启动机器行走按钮,低速缓步行进,直至刀盘开始完整切削钢板后,根据实际加工量来调节机器行走速度,正常工作后只需适度监控即可,无需人为干预。小板坡口作业对于人能够轻易拿起的钢板可在机器行走轮固定不动的情况下,直接将钢板推入铣边导向装置,并压紧导向行走轮,开动主轴和行走按钮即可自动完成坡口铣边作业。优点:占地面积小、操作方便简易,长板,短板或圆弧板同样适用,适合中薄板类的坡口作业,购置成本低廉缺点:不适合大厚度或大角度坡口,铣削能力稍逊。山西国内倒角机哪里有