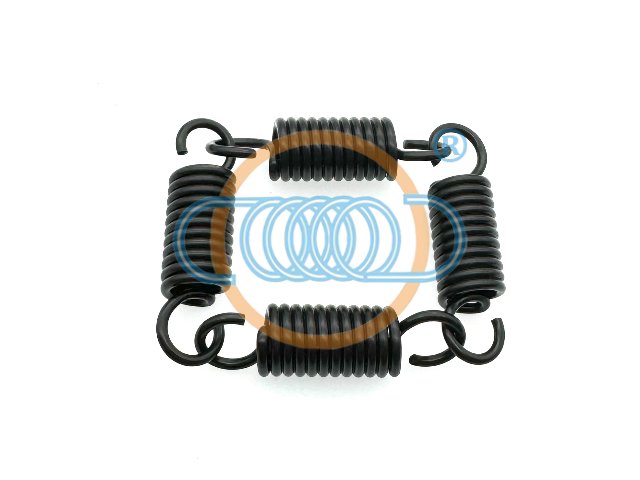
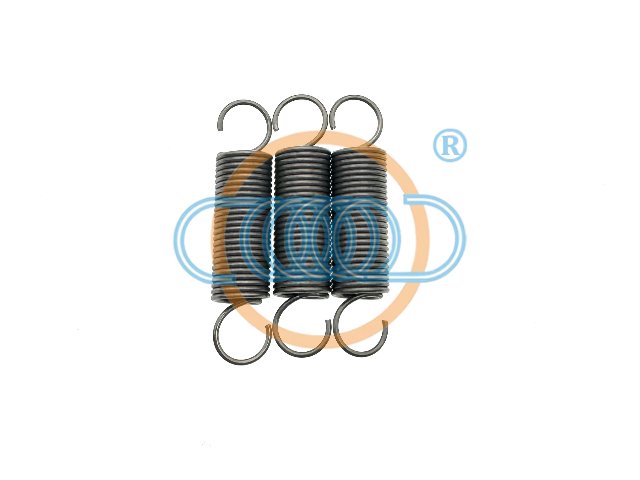
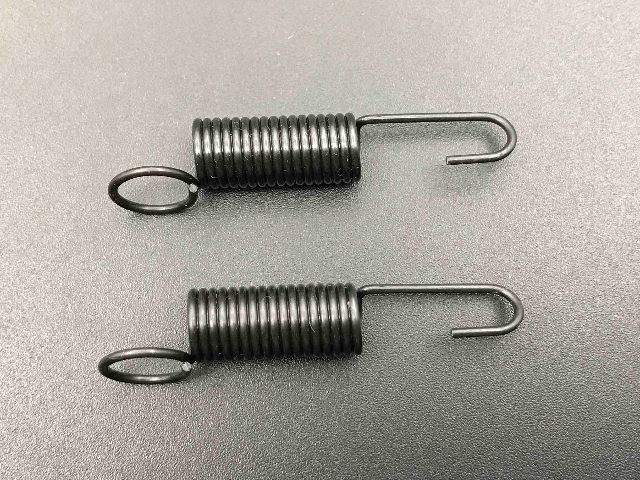
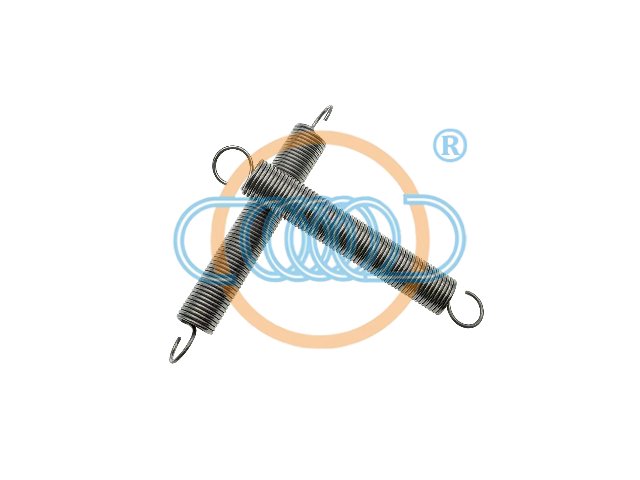
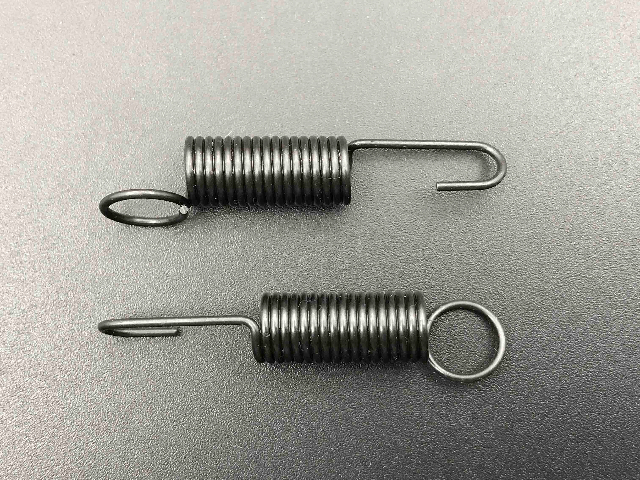
拉伸弹簧是由内往外施力,压缩弹簧是由外往内施力,力的方向不同压缩弹簧简称压簧她是承受轴向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的,压缩弹簧的形状有:圆柱形、圆锥形、中凸形和中凹形及少量的非圆形等。压缩弹簧的圈与圈之间有一定的间隙,当受到处截荷时弹簧收缩变形,储存变形能。拉伸弹簧简称拉簧是承受轴向拉力的螺旋弹簧,拉伸弹簧一般都用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。利用拉伸后的回弹力工作,用以控制机件的运动、贮蓄能量、测量力的大小等,大多用于机械,仪表中。其钩的形式有侧钩拉伸弹簧、长钩拉伸弹簧、德式钩拉簧、半圆钩拉簧、鸭嘴钩拉簧等。它所用的材料有:不锈钢、高碳钢、琴钢、磷铜、油回火金弹簧钢等。玖胜拉伸弹簧的售后服务完善,为客户提供及时、专业的技术支持。东莞不锈钢301拉簧定做
产品优势1.材料充足:我们拥有多家原材料供应商,确保产品的耐久性和可靠性,使产品在使用过程中不易变形或断裂。2.精湛工艺:我们拥有先进的生产设备和技术团队,以严格的工艺流程和质量控制,保证产品的精细度和一致性。3.多样化规格:我们提供多种规格的压缩弹簧,以满足不同行业和客户的需求,包括直径、长度、弹性系数等方面的定制。4.灵活应用:我们的压缩弹簧广泛应用于汽车、家电、电子设备、机械制造等领域,为各行各业的产品提供稳固的支撑和弹性。广东不锈钢304拉伸弹簧批发价弹簧定做就选玖胜五金弹簧,工程团队一站式为您服务。
一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。
在当今的市场上,许多行业配件都用到拉伸弹簧,拉伸弹簧总共有三种说法,它们是:拉伸弹簧,拉力弹簧,拉簧。拉伸弹簧是承受轴向拉力的弹簧。拉伸弹簧一般由圆形材料制成。当不受拉力时,拉伸弹簧圈与圈之间是没有间隙。拉伸弹簧与其他弹簧的区别:拉伸弹簧的两端都是用钩子做的。拉伸弹簧的挂钩用于保证拉伸弹簧的拉力来源。拉力弹簧的原理与压缩弹簧的原理不同,压弹簧在受压时起反作用。拉伸弹簧在被拉或拉伸时试图把它们拉回一起。玖胜弹簧生产厂家,落实贯彻ISO9001质量管理体系。
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。 东莞弹簧定制厂家,您定我制 20年多年的弹簧定制生产经验。东莞不锈钢301拉簧定做
东莞标准件弹簧公司,请选玖胜五金弹簧,拥有众多弹簧规格现货。东莞不锈钢301拉簧定做
为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。东莞不锈钢301拉簧定做