- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
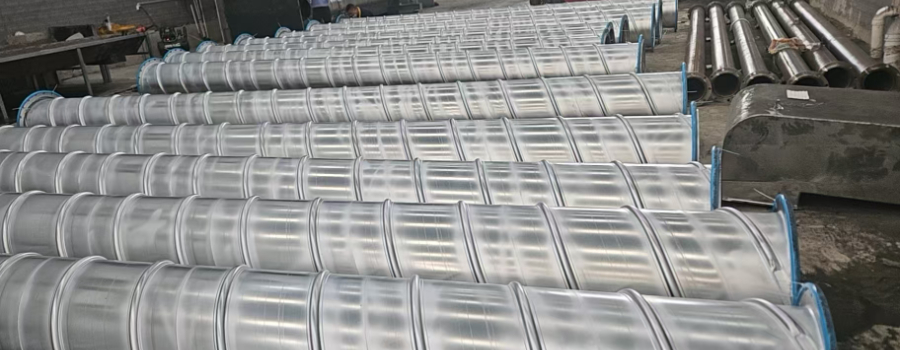
镀锌螺旋焊接复合钢管材料与耐用性解析:镀锌螺旋焊接复合钢管,其重要在于精选的低碳钢或合金钢基材,这些材料以其良好的加工性能和机械强度为基础,确保了管道结构的稳固。而外层镀锌处理,则是提升其耐用性的关键。锌层不仅能够有效隔绝空气和水分,防止基材氧化生锈,还能在轻微划伤时自我保护,形成一层保护性的锌盐层,进一步延长管道的使用寿命。这种双重保护机制,使得镀锌螺旋焊接复合钢管在各种恶劣环境下都能保持稳定的性能。该钢管不仅适用于新建项目,也适合旧管道的更新改造。工程镀锌螺旋焊接复合钢管联系人

定制化服务与市场适应性随着市场需求的多样化,镀锌螺旋焊接复合钢管的生产企业开始提供更加灵活的定制化服务。客户可以根据具体项目的需求,选择不同材质、壁厚、直径的钢管,并定制特殊的防腐涂层或内壁处理,以满足特定的使用条件。这种定制化服务不仅提高了产品的适用性,也增强了企业在市场中的竞争力。同时,生产企业还密切关注行业动态和客户需求变化,不断调整产品结构和技术路线,以适应市场的快速发展。合家安管业的镀锌螺旋焊接复合钢管可以满足此类市场上的需求。工程镀锌螺旋焊接复合钢管联系人在选择镀锌螺旋焊接复合钢管时,需要考虑哪些关键因素?
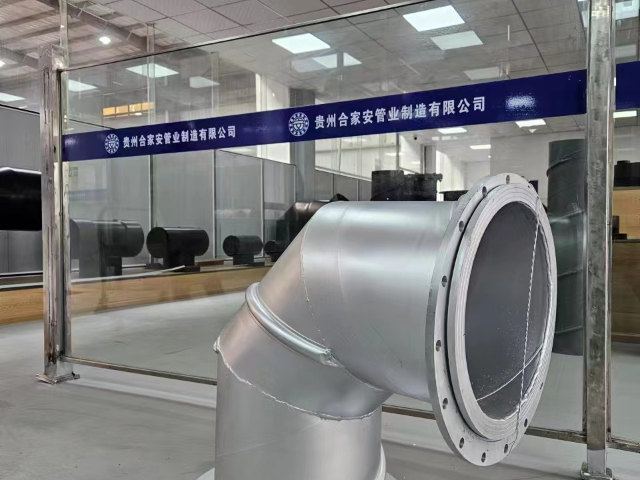
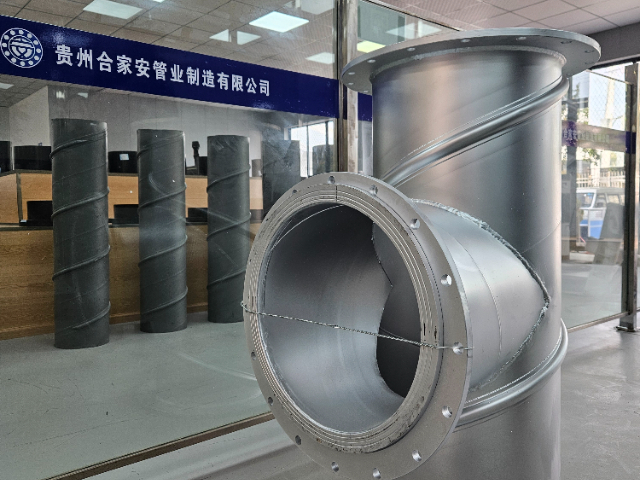
矿山的矿道布局往往错综复杂,不仅包含直线段,还有大量的弯道、斜坡乃至分支巷道,这对管道系统的布局提出了极高的要求。矿用镀锌螺旋焊接复合钢管凭借其独特的设计和制造工艺,展现出了在复杂矿道布局中的高度灵活性。首先,螺旋焊接工艺使得管道在生产过程中能够根据需要调整长度,从而避免了传统直缝焊接钢管因长度固定而带来的安装难题。在矿山中,这种灵活性意味着管道可以更加准确地适应矿道的长度需求,减少了因管道长度不匹配而导致的额外切割或拼接工作。其次,矿用镀锌螺旋焊接复合钢管还具备出色的可弯曲性。在矿道转弯或遇到斜坡时,传统刚性管道往往需要安装多个弯头或使用柔性接头来实现转向,这不仅增加了成本,还可能影响管道的密封性和稳定性。而镀锌螺旋焊接复合钢管则可以通过冷弯或热弯工艺,在保持管道整体强度和密封性的同时,实现平滑的弯曲过渡,很大简化了安装过程。此外,该管材的定制性也为其在复杂矿道布局中的应用提供了便利。根据矿道的实际情况,厂家可以生产出不同直径、壁厚和长度的管道,以满足矿山的个性化需求。这种定制化的生产方式不仅提高了管道系统的适配性,还有助于降低材料浪费和成本。
维护与保养建议:为了确保镀锌螺旋焊接复合钢管的长期稳定运行,合理的维护与保养至关重要。首先,应定期检查管道表面镀锌层的完整性,如有发现破损或脱落现象,应及时进行修复处理,以防腐蚀加剧。其次,注意保持管道周围的清洁与干燥,避免长期积水或潮湿环境对管道造成损害。此外,在管道使用过程中,应避免过度弯曲或撞击,以免损坏管道结构。对于长期未使用的管道,建议进行定期排污与冲洗,以防杂质沉积影响水质。通过科学的维护与保养措施,可以有效延长镀锌螺旋焊接复合钢管的使用寿命,降低维护成本。镀锌螺旋焊接复合钢管在农业灌溉系统中也有许多应用。

镀锌螺旋焊接复合钢管在矿山的实际应用中面临着诸多技术挑战和解决方案。在矿山的物料输送系统中,钢管经常会受到物料的冲击和磨损。为了提高钢管的耐磨性,可以在钢管内壁增加耐磨涂层或镶嵌耐磨衬板。耐磨涂层通常采用陶瓷、聚氨酯等材料,具有良好的耐磨性能;耐磨衬板则可以选用高锰钢等材质。此外,钢管的安装和固定也需要特别注意。在矿山的震动环境下,钢管的支架和吊架要经过精心设计和计算,以确保钢管的稳定性和安全性。例如,在某铁矿的矿石输送系统中,部分路段的镀锌螺旋焊接复合钢管内壁采用了陶瓷涂层,很大提高了钢管的耐磨性。同时,在安装过程中,根据输送线路的走向和地形条件,设计了支架和吊架,采用了减震垫和防松螺母等措施,有效地减少了钢管在运行过程中的振动和位移。螺旋焊接技术使得钢管在承受弯曲应力时更加稳定。昭通优势镀锌螺旋焊接复合钢管多少钱一米
镀锌螺旋焊接复合钢管的性价比是如何体现在实际应用中的?工程镀锌螺旋焊接复合钢管联系人
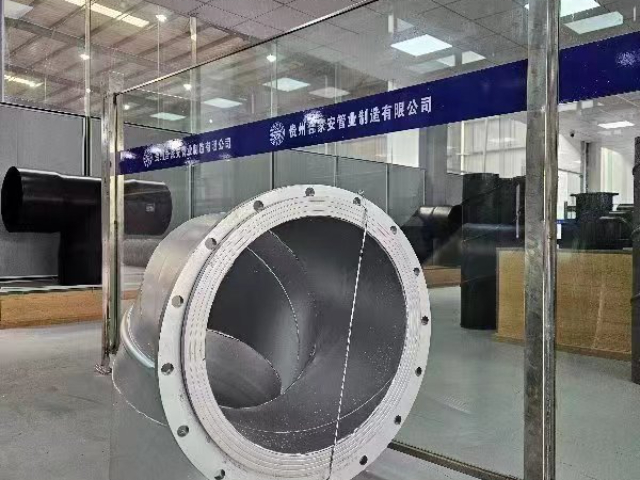
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。工程镀锌螺旋焊接复合钢管联系人
- 呼和浩特镀锌螺旋焊接复合钢管互惠互利 2024-11-15
- 铜仁优势镀锌螺旋焊接复合钢管销售电话 2024-10-28
- 乌海镀锌螺旋焊接复合钢管技术指导 2024-10-28
- 昆明工程镀锌螺旋焊接复合钢管现货 2024-10-24
- 鄂尔多斯矿用镀锌螺旋焊接复合钢管型号 2024-10-24
- 四川工程镀锌螺旋焊接复合钢管互惠互利 2024-10-24
- 四川优势镀锌螺旋焊接复合钢管批发价格 2024-10-23
- 贵州矿用镀锌螺旋焊接复合钢管参考价 2024-10-23
- 毕节优势镀锌螺旋焊接复合钢管生产厂家 2024-10-23
- 黔东南矿用镀锌螺旋焊接复合钢管现货 2024-10-23
- 四川新型镀锌螺旋焊接复合钢管用途 2024-10-23
- 四川矿用镀锌螺旋焊接复合钢管型号 2024-10-23