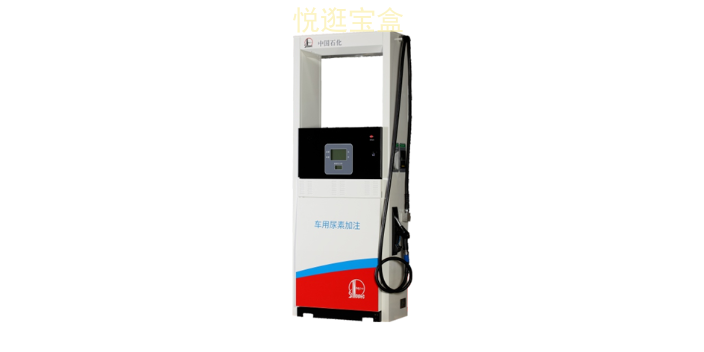
在吸收消化国内加注机同类产品结构的基础上,依托中石化车用尿素加注机试行规范,对车用尿素加注机在整机结构、加注/补液系统及信号控制系统等方面进行创新优化,使之满足产品使用性能要求。在生产制造阶段,推荐生产外协厂家,保证外协加工件在满足性能要求的同时能做到外观大气美观;推荐外购件供应商,保证外购件供货质量及低成本采购。在装配阶段,牢牢树立“质量就是生命”的意识,在保证生产进度的同时精益求精抓质量。目前,车用尿素加注机已经完成整机运转试验、流量试验、误差试验、加热保温试验等等,试验结果表明整机符合中石化车用尿素加注机试行规范要求。智能管理,轻松运营,加注机智能管理系统!重庆定制加注机方案

监管标准提升,尿素溶液需求增长。按照国家规定,柴油车于2013年7月1日***实施国四标准,非道路移动机械2022年12月1日***实施国四标准。达到国四及以上排放标准的柴油机一般都带有氮氧化合物排放设备,必须安装后处理装置,与SCR催化剂一起将柴油发动机排放的有害氮氧化物转换成无害的水蒸气和氮。在我国,在用卡车超过3000万台,其中重型车约800万台。随着国三柴油车(轻中重卡市场上大概还有100万台)的逐步淘汰,非道路移动机械开始实施国四标准及在用机械改造,尿素溶液使用量将逐步提高。按车用尿素与燃油消耗比为4-6%来计算,车用尿素溶液年需求量预计2025年将达1500万吨,是继燃油、润滑油后又一重要的车用消耗品。江苏商场加注机定制开发素材查看 加注机系统就选上海悦逛宝盒!
新能源汽车比传统燃油车多了电池包冷却液、电机冷却液,加注的液体种类更多、冷却液的加注量更大,为了提升工位效率和加注质量,在高节拍的总装线上需采用多合一组合式加注机。75JPH的总装线一般采用三台组合式四合一加注机(发动机防冻液A、电池包防冻液B、洗涤液、空调正压检测);及4台组合式三合一加注机(制动液、冷媒R134a、电机防冻液A)。对于有出口欧洲的车型需求的生产线,预留增加新冷媒HFO1234YF的升级空间。为保证空调效果,需要对空调管路系统进行正压检测,整个系统的液体加注效率高。
采用压力加注时,需对加注系统进行密封处理,加注枪头与加注壶口接触面必须起到良好的密封作用,通常采用的单级密封即轴向密封,即采用加注枪头卡爪将壶口夹紧以起到密封作用,因此,卡爪与壶口之间夹紧力对轴向密封性起关键作用。夹紧力过大会夹坏壶口,夹紧力过小会导致泄漏;当加注壶口端面制造精度不良时,径向密封无法管控,即出现密封不良现象,影响加注质量[3]。因此,采用轴向与径向双级密封,轴向依靠夹紧力密封,径向依靠密封圈变形量实现密封,减少了气密及加注过程中的泄漏风险。建立夹紧测试模型,通过测试数据得出夹紧力、泄漏量、壶口破损率多变量模型,精细设定夹紧力范围。突破传统,智能管理,加注机智能管理系统!

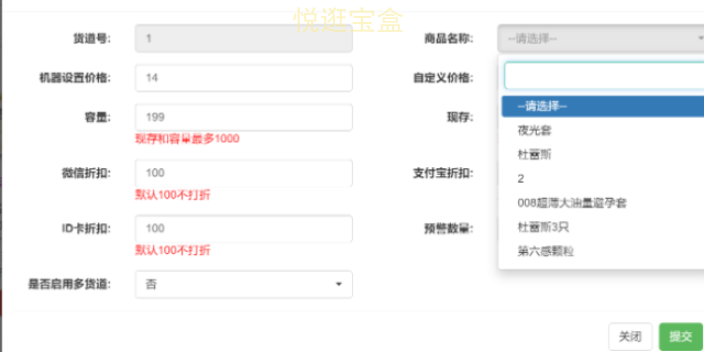
加注机的控制系统非常重要,它可以根据产品要求进行编程,并确保注射过程的准确性和一致性。控制系统可以调整注射速度、注射量和注射时间,以满足不同产品的要求。此外,加注机还可以记录每个注射过程的数据,以便进行质量控制和追溯。加注机的优点之一是提高了生产效率和产品质量。它可以自动完成注射过程,减少了人工操作的错误和不一致性。此外,加注机的精确控制能力可以确保每个产品的注射量和质量一致,提高了产品的稳定性和可靠性。另一个优点是加注机的灵活性和适应性。它可以适应不同类型和尺寸的容器,并可以处理各种不同的材料,如液体、粉末、颗粒等。加注机还可以根据需要进行调整和改装,以满足不同产品的生产要求。轻松开启智能零售新时代,选择加注机系统!车用油加注机方案
提高运营效率,选择加注机智能管理系统!重庆定制加注机方案
汽车的制动液加注一般采用真空压力加注方式,真空度及加注压力成为加注过程中的关键控制参数。进行管路加注之前要进***密检测及抽真空,当管路中存在橡胶软管时,抽真空时瞬时压力过大易造成软管变形,气体能通过的通道变窄,一次抽真空阶段设备显示壶口真空度高,实际管路末端存在部分气体未被抽出,末端真空度过小,导致加注后出现制动液面异常下降[1]。采用制动系统末端真空及压力检测技术可直观检测制动系统末端真空度,防止出现壶口真空度与末端真空度差值过大导致的制动液异常下降问题,从而提高加注成功率。然而,目前的加注设备中的真空表及压力计无法真实的反映制动系统末端真空情况。研究一种可真实反应制动系统末端真空检测技术可实际解决生产过程中的加注不成功问题。重庆定制加注机方案