- 品牌
- 华中信
- 型号
- 齐全
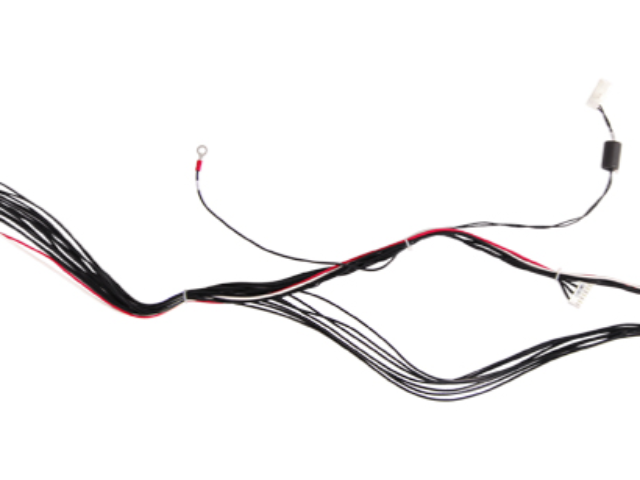
排线体积小、重量轻,排线板初期的设计是用于替代体积较大的线束导线。在目前的接插电子器件装配板上,排线通常是满足小型化和移动要求的独一解决方法。排线(有时称作挠性印制线路)是在聚合物的基材上蚀刻出铜电路或印制聚合物厚膜电路。对于既薄又轻、其结构紧凑复杂的器件而言,其设计解决方案包括从单面导电线路到复杂的多层三维组装。排线的总重量和体积比传统的圆导线线束方法要减少70%。排线还可以通过使用增强材料或衬板的方法增加其强度,以取得附加的机械稳定性。线束更换时,新的线束型号应与原车型一致。江苏伺服线束加工定做

线束预装工艺,首先要编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量。较后一步是总装工艺。根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。汽车线束在车内电子技术含量和质量,逐渐成为评价汽车性能的一项重要指标。汽车厂商对于线束的选择应该尤为重视,也有必要了解下汽车线束的工艺和生产。车用线束厂家线束的应用范围不断扩大,随着物联网和智能化的发展,对线束的需求将进一步增加。

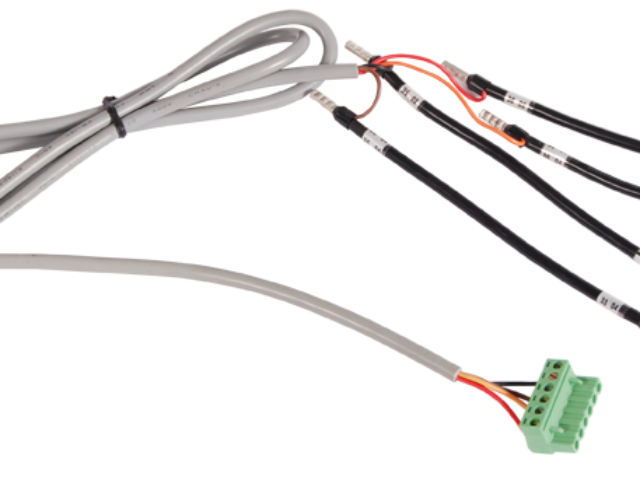
在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距离,也要反映出电气件彼此之间是如何连接的。线束厂的技术员根据线束图做成线束排线板后,工人就按照排线板的规定来截线排线了。整车主线束一般分成发动机、仪表、照明、空调、辅助电器等部分,有主线束及分支线束。一条整车主线束有多条分支线束,就好像树杆与树枝一样。整车主线束往往以仪表板为重点部分,前后延伸。由于长度关系或装配方便等原因,一些汽车的线束分成车头线束、车尾线束、篷顶线束等。线束上各端头都会打上标志数字和字母,以标明导线的连接对象,操作者看到标志能正确连接到对应的电线和电气装置上,这在修理或更换线束时特别有用。同时,电线的颜色分为单色线和双色线,颜色的用途也有规定,一般是车厂自订的标准。我国行业标准只是规定主色,例如规定单黑色专门使用于搭铁线,红单色用于电源线,不可混淆。
汽车线束对材料的要求也非常严格:包括其电气性能、材料散发性、耐温性等等,都比一般的线束要求要高,特别是涉及到安全方面的要求更为严格。发动机周围环境温度高,腐蚀性气体和液体也较多,因此,发动机线束的导线一定要使用耐高温、耐油、耐振动、耐摩擦导线。自动变速器上的导线使用的是耐液压油、耐高温、温度稳定性好的导线。行李厢盖上的线束的导线要在低温下保持其弹性,所以要选用冷弹性导线保证其正常工作。弱信号传感器要用屏蔽导线。ABS线束总成使用的耐150-200℃高温、外保护绝缘层硬、耐磨、但线芯要大于133根的绞合导线。动力线如起动机交流发电机输出线蓄电池线所用的导线为能承受大电流绝缘层散热性能好、电压降低的特殊导线。汽车线束对材料的要求包括其电气性能、材料散发性、耐温性等等,都比一般的线束要求要高。
线束的设计流程如下:由电气布置工程师提供整车电气系统的功能,电气负荷及相关的特殊要求。电器件的状态、安装位置、线束与电器件对接的形式。根据电气功能及要求,绘制整车电气原理图及线路图。根据电气原理圈对每个电气子系统及回路进行能源分配,其中包括电源的搭铁线,以及接地点的分配。根据各子系统电气件的分布情况,确定线束的布线形式,每根线束连接的电器件及在汽车上的走向;确定线束的外保护形式及过孔的保护;根据电气负荷确定熔断器或断路器;再根据熔断器或断路器的量确定导线的线径;根据电器件的功能,依据相关标准确定导线的线色;根据电器件本身的接插件确定线束上与其对接的端子和护套的型号。绘制二维线束图和三维线束布置图。根据经核准的三维线束布置图,校核二维线束图,二维线束图准确无误方可发图,经认可后试制、生产。线束的研究和创新对于提高设备的性能和功能具有重要意义。东莞数据传输线束型号
安装线束时,线束应用卡簧和绊钉固定,以免松动磨坏。江苏伺服线束加工定做
线束在通过性孔和车身钣金开孔,需用橡胶件来密封。所有的橡胶件孔应冲压而成,冲压方向为橡胶件装入的方向,冲孔不能有毛刺,不允许是钻孔。冲孔尺寸应表示较终所成孔的尺寸,而不是冲孔形成模具的尺寸。胶件孔与任何焊点的间距至少25mm,该较小间距也包括对平面12mm的要求。橡胶件孔与任何动态零部件的间距至少25mm,与任何静态零部件及其附属特征的间距至少15mm,该较小间距也包括对平面12mm的要求。为使车身与门或掀背门线束有效衔接,橡胶件孔间至少需偏离75mm,车身侧的孔通常应高于门或掀背门侧,以防止水沿线束进入室内。江苏伺服线束加工定做
- 上海数据传输线束制造厂 2024-10-30
- 江苏数据传输线束价格 2024-10-30
- 重庆车用线束哪家好 2024-10-29
- 天津伺服线束有限公司 2024-10-29
- 上海车用线束制造厂 2024-10-29
- 山东伺服线束 2024-10-29