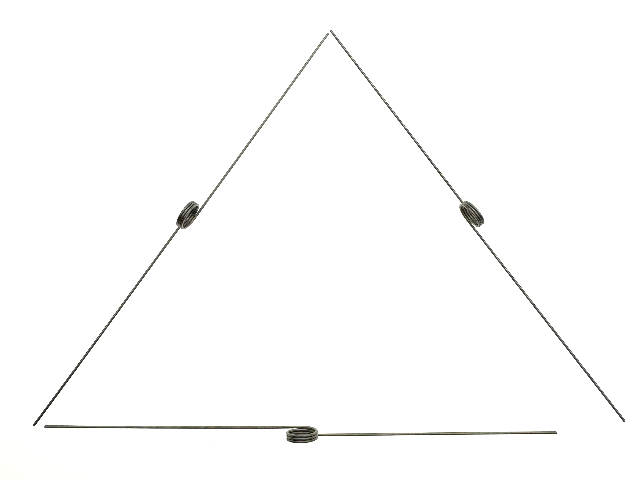
购买扭转弹簧时需要注意扭转弹簧的以下几点参数:参数一:要根据自己所需要的弹簧弹力的大小来选择弹簧线的粗细程度。一般用字母d来表示。参数二:还要了解扭转弹簧的截面直径大小。参数三:扭转弹簧的自然长度,以及扭转弹簧的扭转角度是多少,要计算好扭转弹簧所能够支撑的作用力才可以延长扭转弹簧的使用寿命。参数四:还要了解不同的扭转弹簧负荷时多少,然后才可以根据自身需要选购弹簧参数五:要特别注意的是弹簧的螺旋方向,这是我们日常生活中常见的失误区,人们往往将方向旋转记错。所以这一点一定要好好记住。弹簧公差选择:根据实际需求选择外径基准型(走负公差),内径基准型(走正公差),弹簧常数公差±10%。东莞耐腐蚀双边扭簧加工
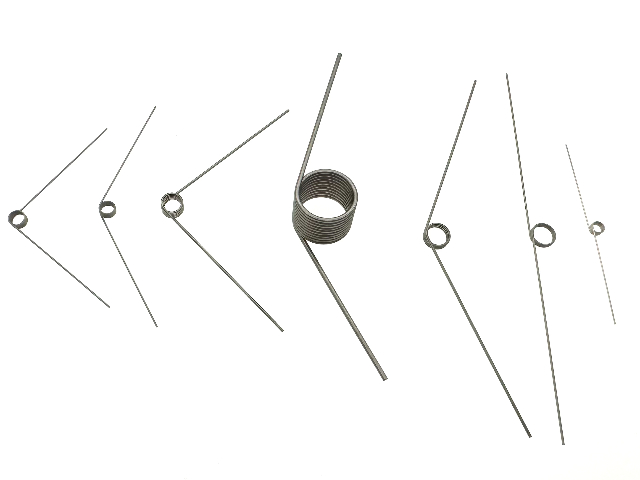
扭转弹簧的主要参数:弹簧线径d:这个参数是扭转弹簧的直径,d越大则表示扭转弹簧比较粗;心轴最大直径Dd:这个参数是扭转弹簧在工业应用中比较大的直径,这个直径的差值上下不能超过百分之二;内径Di:扭转弹簧的内径就是外径的大小然后去掉两个线径d,内径在扭转弹簧工作的时候可以小刀心轴直径,内径的差值上下不能超过百分之二;外径De:内径Di加上两个线径d就是外径,外径在扭转弹簧工作的时候会逐渐变小,公差一般在百分之二的基础之上增加或者减少0.1毫米;自然长度L0:这个参数是扭转弹簧不使用时的长度,工作后会减少,公差在百分之二;支承长度Ls:这个参数指的是从扭转弹簧的圈身中轴到弹簧支承的长度,公差在百分之二;比较大扭转角度An:这个参数是指扭转弹簧的极限,能扭转的比较大角度,公公差在上下十五度;最大负荷Fn:这个参数值得是扭转弹簧能制成的比较大力,公差在百分之十五;最大扭矩Mn:最大允许扭矩,公差在上下百分之十五;弹簧刚度R:这个参数值得是弹簧工作时的阻力,公差在百分之十五;知道了以上的参数并且都设置好之后,才能知道扭转弹簧能发挥多大的作用,扭转弹簧主要是利用弹性进行工作的,扭转弹簧一般是由弹簧钢制作而成,可以控制一些机件的运动耐高温扭簧压力值我们知道您担心的是服务:拥有专业的客服人员和工程师,能够在线解答您任何的产品问题!
精密弹簧接触在我们身边的产品也越来越频繁的出现,那么精密弹簧的主要作用是什么呢?1、控制机械的运动,如内燃机中的阀门弹簧、离合器中的控制精密弹簧等。2、吸收振动和冲击能量,如汽车、火车车厢下的缓冲精密弹簧、联轴器中的吸振精密弹簧等。3、储存及输出能量作为动力,如钟表精密弹簧等。4、用作测力元件,如测力器、精密弹簧秤中的精密弹簧等。精密弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则精密弹簧越硬。精密弹簧是机械和电子行业中使用的一种弹性元件,精密弹簧在受载时能产生较大的弹性变形,把机械功或动能转化为变形能,而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能。
在完成扭簧的加工后,需要进行检验,以保证扭簧符合要求。1.外观检查:首先,需要对扭簧的外观进行检查,确保表面光滑、无裂纹、无变形等问题。2.功能检查:接下来,需要对扭簧的功能进行检查,如弹性、硬度等,以确保扭簧符合设计要求。四、包装阶段在完成检验后,需要将扭簧包装起来,以便存放和运输。+日1.包装材料:选择适合的包装材料,如泡沫箱、纸箱等,并根据扭簧规格进行必要的尺寸调整。2.包装方式:将已检验合格的扭簧放入包装材料中,并采用适当的包装方式,如填充物、缓冲材料等,以确保扭簧在运输过程中不受损。3.标识:在包装完成后,需要在包装上标识出扭簧的相关信息,如规格、材料、数量等。通过上述流程,扭簧加工工艺已经完成。加工人员在对每个环节进行仔细把握的同时,还需注意安全生产,保证加工质量。只有这样,才能够使得加工出来的扭簧在使用时能够满足设计要求,为机械装置和电子设备提供可靠的弹性支撑。 玖胜弹簧生产厂家,专业的弹簧工厂,提供各位弹簧定制现货服务。
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。玖胜专注耐疲劳弹簧制造多年,一站式贴心服务。东莞耐腐蚀双边扭簧加工
弹簧厂家哪家好?玖胜五金弹簧-专注行业20余年技术的经验。东莞耐腐蚀双边扭簧加工
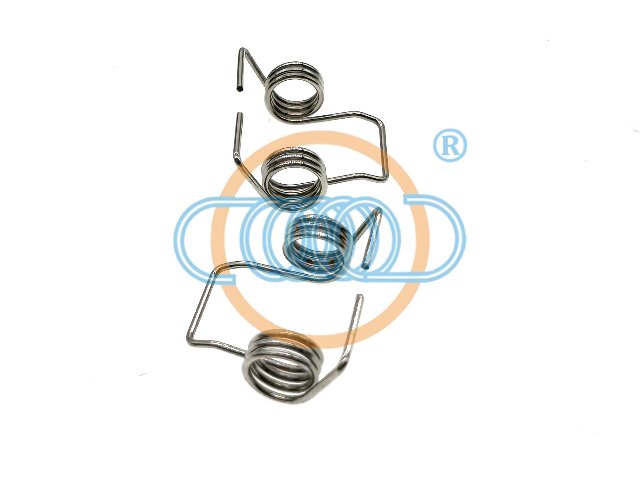
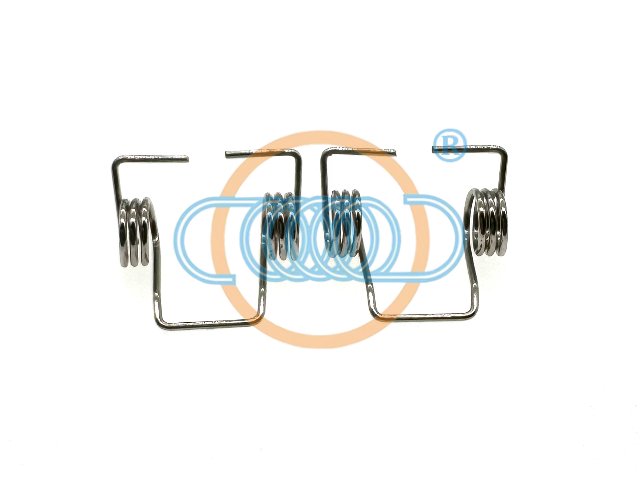
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。东莞耐腐蚀双边扭簧加工