拉伸弹簧设计的关键要素:1、所需具备的拉力,也就是能够负荷的重量,由此来决定拉簧的材质和线径和可调长度。2、空间范围,知道了空间范围,就可以决定拉簧的外径,自由长和圈数。拉伸弹簧的作用,拉伸弹簧主要用于日用五金配件。屋子里的灯具、热水器、电子秤、插座等都涉及到拉伸弹簧的使用。拉伸弹簧在电子电器行业中也占有一席之地如吸尘器、洗衣机、电视机、照相机等。工艺设计的配件中也包含一些拉伸弹簧的使用如玩具、手袋、皮具等小工艺品。在工业和汽车领域都有应用如矿山机械、工程机械等各种机械。弹簧的拉力虽然很小但作用力还是挺大的,对一些仪器可以起到减震的作用从而保护仪器。拉伸弹簧对使用环境的要求不高因而使用范围较广,在耐腐蚀、高低温的环境中都可以工作。 在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。进口拉簧公司
弹簧各部分名称及尺寸关系:(1)弹簧丝直径d:制造弹簧的钢丝直径。(2)弹簧外径D:弹簧的大外径。(3)弹簧内径D1:弹簧的小外径。(4)弹簧中径D2:弹簧的平均直径。它们的计算公式为:D2=(D+D1)÷2=D1+d=D-d(5)t:除支撑圈外,弹簧相邻两圈对应点在中径上的轴向距离成为节距,用t表示。(6)有效圈数n:弹簧能保持相同节距的圈数。(7)支撑圈数n2:为了使弹簧在工作时受力均匀,保证轴线垂直端面、制造时,常将弹簧两端并紧。并紧的圈数起支撑作用,称为支撑圈。一般有1.5T、2T、2.5T,常用的是2T。(8)总圈数n1:有效圈数与支撑圈的和。即n1=n+n2.(9)自由高H0:弹簧在未受外力作用下的高度。由下式计算:H0=nt+(n2-0.5)d=nt+1.5d(n2=2时)(10)弹簧展开长度L:绕制弹簧时所需钢丝的长度。L≈n1(ЛD2)2+n2(压簧)L=ЛD2n+钩部展开长度(拉簧)(11)螺旋方向:有左右旋之分,常用右旋,图纸没注明的一般用右旋。耐热型拉力弹簧厂商我司可生产的弹簧线径范围:0.08-5.0mm!

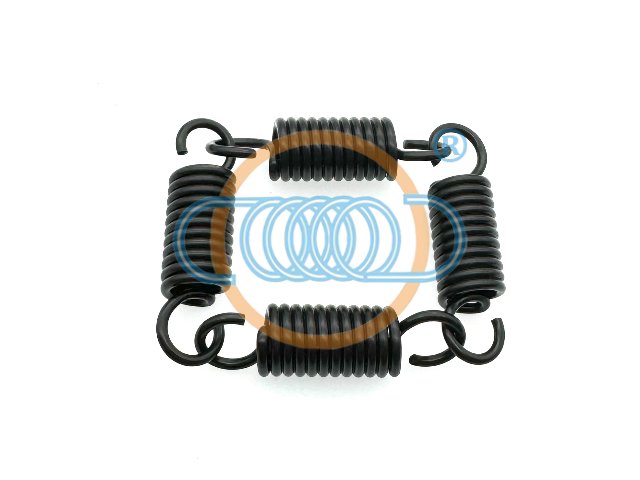
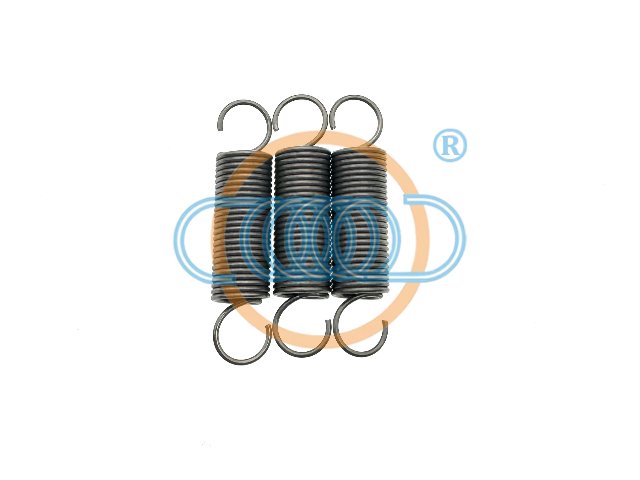
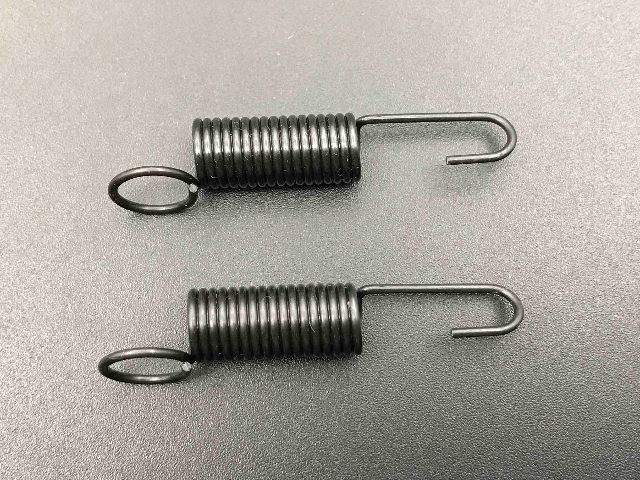
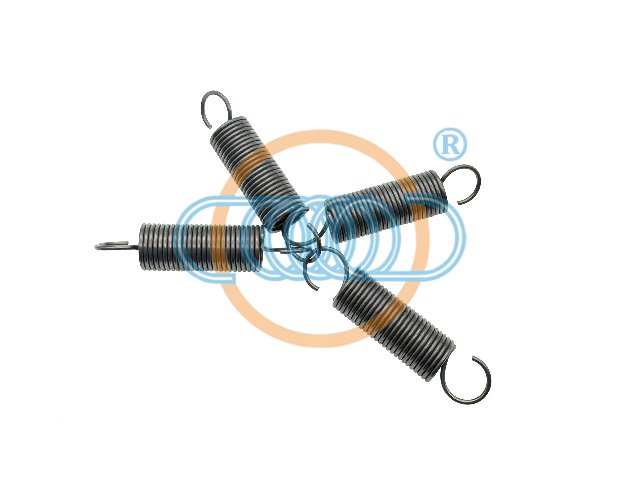
拉伸弹簧是由内往外施力,压缩弹簧是由外往内施力,力的方向不同压缩弹簧简称压簧她是承受轴向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的,压缩弹簧的形状有:圆柱形、圆锥形、中凸形和中凹形及少量的非圆形等。压缩弹簧的圈与圈之间有一定的间隙,当受到处截荷时弹簧收缩变形,储存变形能。拉伸弹簧简称拉簧是承受轴向拉力的螺旋弹簧,拉伸弹簧一般都用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。利用拉伸后的回弹力工作,用以控制机件的运动、贮蓄能量、测量力的大小等,大多用于机械,仪表中。其钩的形式有侧钩拉伸弹簧、长钩拉伸弹簧、德式钩拉簧、半圆钩拉簧、鸭嘴钩拉簧等。它所用的材料有:不锈钢、高碳钢、琴钢、磷铜、油回火金弹簧钢等。
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。拉伸弹簧定制需提供的参数:材质,线径,长度,外径(内径),是否电镀或者提供配件定制。

弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。在使用拉伸弹簧时,需要避免超载和过度拉伸,以免发生断裂。进口拉簧公司
玖胜拉伸弹簧的售后服务完善,为客户提供及时、专业的技术支持。进口拉簧公司
一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。进口拉簧公司