弯曲时,因为小车作为负载,被管子拉着向前,为了改善弯曲,防止管子弯曲局部壁厚过火减薄,削减回弹,添加了助推安装。弯曲时,压模不单压紧管子,并且被助推力推进向前,以构成一个助弯的侧推力。弯管臂和弯曲主轴连成一体、弯管弯模轴可改换、夹模上下活动,如许不单构造合理,添加了机械局部强度,并且构造简略,然后使电气线路也简化了。当送进**终一个弯时,杭州弯管加工在使用小车能够与压模相碰撞,这时可用“干预区”功用,即压模退回→小车持续送进→弯管臂返回→空间转角(POB)→夹模夹紧→夹头松开,小车退出干预区→压模压紧→弯曲管子。如许,弯管不单防止了小车同压模相碰撞,包管了**终一个弯的顺畅完成,并且可以削减料头夹紧损掉,降低出产本钱。床身采用焊接构造,简略、紧凑。分布于造船、汽车、摩托车、锅炉、石油化工.静安区耐用性高工地建筑弯管加工
弯管机大致可以分为数控弯管机,全主动弯管机等等。首要用于电力施工,公铁路建立,汽锅、桥梁、船舶、家俱,装潢等方面的管道铺设及修造,具有功用多、构造合理、操作简略等长处。本机械除了具有弯管功用外,还能将油缸作为液压千斤顶运用,相关于数控弯管设备而言具有价钱廉价,运用便利的特点,在国内弯管机市场占有主导产物地位。弯管机的首要特点:1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简洁轻易。2、床身构造稳定,不易变形。3、每一档可设定16个弯管角度,记忆体可储放16组档案。4、俱慢速定位功用,弯管角度不变,反复精度达±°。5、错误讯息在屏幕上显示,协助操作者立刻扫除。6、供应自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编纂核算。以上主要是针对上海弯管在加工过程中的技术原理介绍,并在此基础上对其特有的作用进行一个简单的分析,希望可以给大家带来帮助。高质量工地建筑弯管加工生产工艺头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢。

根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。产品基本资料(Product’sBasicinformation)序号(No.)货号(ItemNo.)型号(Type)产品名称(Product’sName)产品图片(Photo)产品描述(Description)原材料(Materials)规格(Specification)尺寸(Size)长度(Length)宽度(Width)高度(Height)厚度(Thickness)管径(Tube’sDiameter)口径(Caliber)形状(Shape)外观颜色。
锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。锻件比铸件能承受更高的剪切力和拉伸力。铸件的优点在于可以制造出比较复杂的外形,成本比较低;锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺点;从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;②将金属模具预加热到800-900℃保持恒温;③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④铸件自然冷却到800-900℃保持1-10分钟;⑤用水冷却至接近常温,脱模取出铸件。上海弯管加工,热弯,上海热弯厂,上海热弯加工。

锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。加工弯曲各种规格圆管、方管、扁管、椭圆管.虹口区库存工地建筑弯管加工
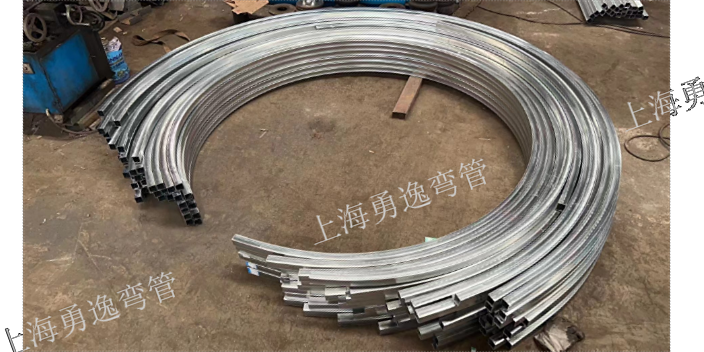
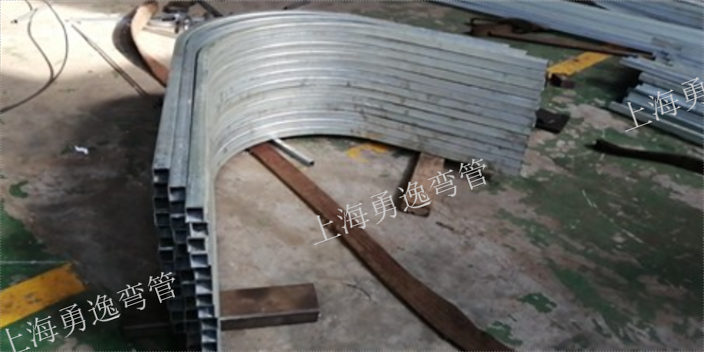
加工制造金属弯管,化工管道(防腐内衬管),锅炉管道。静安区耐用性高工地建筑弯管加工
如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。安装时,可将对焊管件的连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯管介质流向应是纵阀瓣下面往上流,弯管只能水平安装。弯管在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。静安区耐用性高工地建筑弯管加工