- 品牌
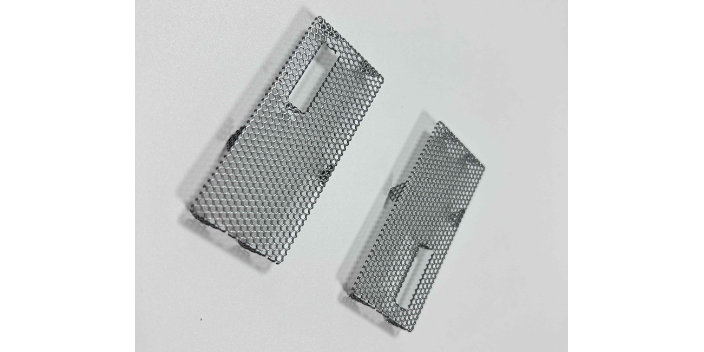
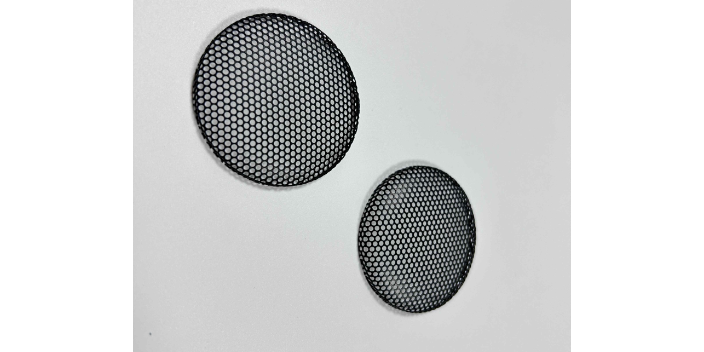
- 五金冲压件
- 型号
- 冲压
在冲压加工中,选择模具的导向件时,需要考虑以下因素:-导向精度:导向精度是选择导向件的重要因素之一。导向件的精度越高,模具的导向效果越好,冲压件的质量也越高。-耐磨性:冲压加工中,模具的导向件会受到较大的摩擦力,因此需要选择耐磨性较好的导向件,以延长导向件的使用寿命。-稳定性:稳定性是选择导向件的另一个重要因素。导向件的稳定性越好,模具在冲压过程中的位置和方向就越稳定,冲压件的质量也越高。-经济性:在选择导向件时,需要考虑其经济性。导向件的价格越低,模具的成本也越低,经济性越好。根据以上因素,可以选择适合冲压加工的模具导向件。模具的维护保养对冲压生产至关重要。阳江五金冲压加工
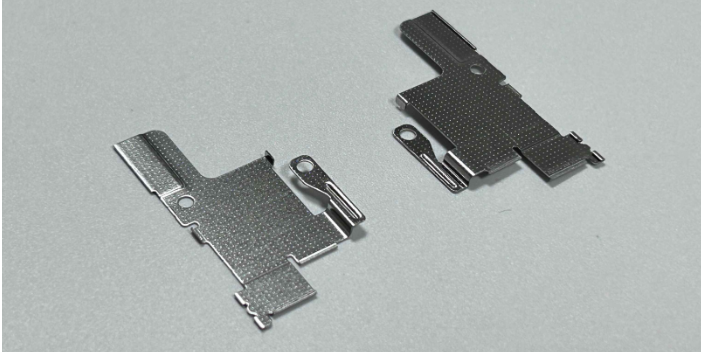
五金冲压加工是一种常见的金属加工方法,主要用于生产各种金属零件和五金制品。它的主要特点包括以下几个方面:中等精度:五金冲压加工对零件的尺寸精度要求较低,通常在毫米级别。这是由于五金冲压机械设备和模具的精度限制。简单形状:五金冲压加工适用于加工简单形状的零件,如直线边缘、简单孔洞和简单的内外轮廓。适用范围广:五金冲压加工可以处理各种金属材料,如钢、铝、铜和不锈钢等。它广泛应用于汽车、家电、建筑和电子等行业。阳江弹片冲压模具设计五金冲压件的生产效率高,能满足大规模需求。
精密冲压加工和五金冲压加工在工艺、应用范围和精度要求等方面存在一些区别。下面将详细介绍这些区别。工艺区别:精密冲压加工通常采用高精度的冲压机械设备和精密模具,以实现高精度和复杂形状的零件加工。而五金冲压加工通常采用中等精度的冲压机械设备和模具,适用于加工简单形状的零件。应用范围区别:精密冲压加工主要用于生产精密零件和组件,如精密仪器、光学设备和电子元器件等。而五金冲压加工适用于生产各种金属零件和五金制品,如五金配件、家具五金和建筑五金等。
落料和冲孔之间没有太多的区别-然而,一个很大的区别是,打了孔的板材不会被扔掉。冲孔的板材才是组成部分。很多五金冲压公司通常在对项目做其他事情之前进行冲裁。落料完成后,制造商再进行其他五金冲压阶段,如挤压和折弯。落料本质上涉及到制造板材--通常是在从大件上切割下来的小型或中型金属板材上进行。当涉及到大批量制造时,这是一个特别有利的过程,因为它很容易,并导致做出高质量和基于精度的切割。然而,在某些情况下,金属板可能含有不希望的边缘或毛刺。这是一个常见的问题;然而,尖锐的边缘和毛刺会通过几个过程,如热去毛刺、手动去毛刺和/或振动方法来去除。冲压操作简单,但对模具的设计和制造要求严格。
冲孔法是一种常见的五金冲压工艺。一块金属板被固定在一个地方,或者更准确地说,一个工作台面上。使用不同的工具和机器,在金属板上形成一个孔,在金属板上形成一系列不同的空心区域。冲孔有点不同,因为在金属板上打孔后,有孔的部分被移除,不再使用。为了确保金属板没有变形,冲孔必须是一个连续的过程。冲孔周围的区域必须被精确设计。在这个五金冲压过程中使用的机器是用高碳钢制造的,必须彻底维护,以便没有钝化或钝化的地方,这有可能使金属板的形状变形。冲压能在短时间内完成大量零件的生产。惠州高速冲压生产厂家
冲压是一种高效的金属成型工艺,能快速制造各种零部件。阳江五金冲压加工
模具设计是冲压加工的关键环节,良好的模具设计能够提高冲压加工的效率和质量。在模具设计过程中,需要遵循以下原则:合理布局:模具的布局应该合理,以便于操作和维护。模具的各个部分应该紧凑、稳定,并且易于拆卸和更换。合理选材:模具的材料应该具有足够的硬度、强度和耐磨性,以满足冲压加工的要求。常见的模具材料有合金工具钢、硬质合金等。合理设计模具结构:模具的结构设计应该合理,以便于实现高效、精确的冲压加工。模具的结构应该简单、稳定,并且易于调整和维护。合理选择模具配件:模具的配件选择应该合理,以满足不同冲压加工的需求。常见的模具配件有导向柱、导向套、顶针等。阳江五金冲压加工
- 揭阳五金支架冲压 2024-10-22
- 深圳连续冲压加工 2024-10-22
- 惠州精密冲压制造 2024-10-22
- 茂名精密冲压生产厂家 2024-10-22
- 揭阳冲压制造 2024-10-22
- 惠州连续冲压模具价格 2024-10-21



