- 品牌
- 健坤
- 型号
- 可咨询
不锈钢复合材料焊接要求:不锈钢复合材料之间的连接必须采用放热焊接,放热焊接产品除满足相关标准要求外,还需满足如下要求:1、放热焊接配套产品:模具、模夹、熔粉(包括相应的引火粉、垫片))、工具箱。2、模具:模具材质光滑细腻,耐高温;无破损,满足放热焊接工艺。3、其他产品:根据不同的焊接型式,选用相应的模具和熔粉,模夹应配合相应的模具使用,应满足放热焊接工艺需求。4、放热焊接接头:表面光滑,没有大块焊渣存在,无贯穿性气孔,表面不允许有夹渣及裂纹;带放热焊接头材料的直流电阻不大于规格尺寸均相同的原材料直流电阻的1.05倍。不锈钢复合接地材料国家标准,就找四川健坤科技有限公司。矿山不锈钢包钢复合接地体厂家

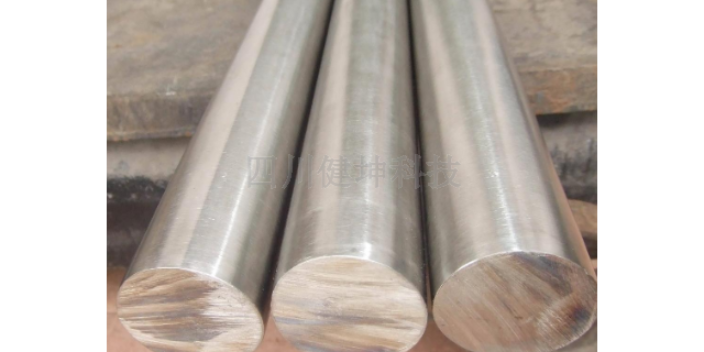
不锈钢/碳钢复合板,即不锈钢复合板。其实一种以碳钢基层与不锈钢覆层结合而成的复合板钢板,主要特点是碳钢和不锈钢之间形成了稳固的冶金结合。不锈钢复合板比较常使用的基层材料有Q235B、Q345R、20R等各种普通碳素钢和专门使用钢;覆层材料有304/316L、1Cr13和双相不锈钢等各种牌号的不锈钢,其占复合板厚度为10%~30%。不锈钢复合焊接工艺主要有以下3种:爆破炸裂、叠轧、堆焊、浇注焊接。不锈钢/碳钢复合板爆破炸裂焊接的主要工艺流程:①打磨基层材料的表面,除去金属表面的氧化皮和污垢.同样要清洁和护理面板的表面。矿山不锈钢包钢复合接地体厂家不锈钢复合接地材料结构特点,就找四川健坤科技有限公司。

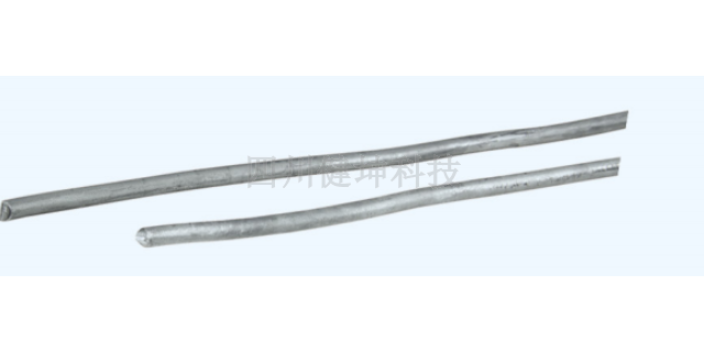
材料要求:接地装置基材用钢应符合GB/T699中关于化学成分和物理性能的规定。接地装置材料包覆用钢应符合GB/T20878和GB/T12771中关于化学成分和物理性能的规定。接地装置极尖用钢应符合GB/T4226中化学成分和物理性能。接地装置材料的相对电导率按照试验方法经测试确定。外观要求:接地体(极)、接地线的外观应复合下列要求:a)外覆的不锈钢层应连续、均匀的包覆在钢芯上,不锈钢层表面应光滑平整,具有均匀的金属光泽,不应有毛刺、气泡、锈蚀、裂皮、漏覆、结疤等明显缺陷。b)接地装置材料的平直度不大于2.0mm/m。
不锈钢复合接地材料焊接性能:不锈钢需要采用氩弧焊接,而钢材需要焊条电焊,两者之间无法共存。在《DL/T248-2012输电线路杆塔不锈钢复合材料耐腐蚀接地装置》标准中,列出的方案是金具压接,但是经过近几年的发展,放热焊接是这种复合材料的较佳选择,焊接接头能达到金属间的分子结合,不锈钢完全熔融,钢材内心亦能熔透3mm左右,达到多种金属间的互熔,技术成熟,牢固可靠。不锈钢复合材料规格:直径为φ8-φ20mm,不锈钢厚度为0.508-1.2mm,长度为6m/根。四川健坤科技有限公司为大家提供石墨基柔性接地材料。

爆破炸裂焊接的特点。①利用易燃易爆药品的强大能量。不仅能够促使金属迅速融化,使得那些很难能进行焊接的金属能够快速结合在一起,而且由于在易燃易爆药品爆破炸裂-金属体系内发生了多种形式的能量转换、吸收、传递和分配,对金属的多层复合有很大帮助,使得焊接面十分稳固。②操作简单。因为其不需要笨重的器材和繁琐的操作流程,因此十分便于技术人员进行操作使用。③适合用于生产比较厚的板,并且非常适用于高温高压的容器中。④应用范围宽泛。根据以往的经验,爆破炸裂焊接目前已经解决了其他焊接技术不能游泳的领域。那些因金属本省特点过于相近、形状奇异、材质相差太大而不能顺利进行的焊接,铜筒被爆破炸裂焊接技术解决。不锈钢复合接地材料产品牌子好,就找四川健坤科技有限公司!地铁不锈钢包钢接地引下线厂家批发价
不锈钢复合接地材料污染水源,就找四川健坤科技有限公司为您解答。矿山不锈钢包钢复合接地体厂家
不锈钢/碳钢复合板叠轧焊接的主要工艺流程为:①对金属的板面进行清理,保证其表面的整洁;②将金属面的触碰面进行叠压,使其粘在一起;③利用高温对刚刚叠加完的金属进行加热,加强其顽固性。叠轧焊接的特点:①步骤十分简单,完成焊接后,材料的表面仍会保持其原有的光亮度,使得到的产品平整度较好;②焊接过程中不能对材料进行大角度的折弯,否则将不能焊接;③不适用于温度过高或者温差很大的环境;④此工艺技术非常适用于室内的装饰。矿山不锈钢包钢复合接地体厂家

- 德阳不锈钢包钢垂直接地棒大概费用 2024-11-22
- 泸州不锈钢包钢复合接地体零售价 2024-11-21
- 重庆不锈钢包钢接地引下线商家 2024-11-20
- 重庆不锈钢包钢垂直接地棒批发 2024-11-19
- 成都不锈钢复合接地材料报价 2024-11-18
- 新疆不锈钢包钢复合接地体现货 2024-11-16
- 陕西不锈钢包钢复合接地体市场价 2024-11-15
- 云南不锈钢包钢复合接地体电话多少 2024-11-12