- 品牌
- 西门子
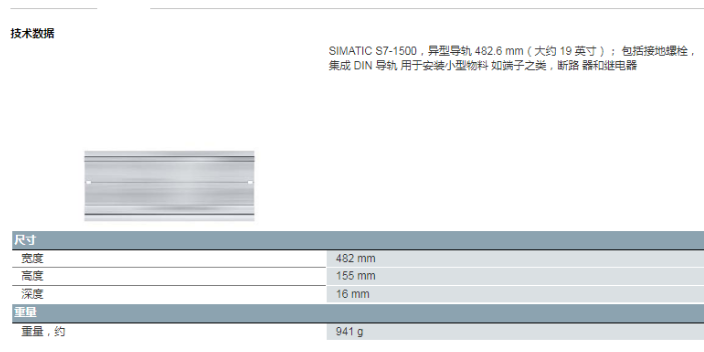
- 型号
- 6ES7590-1AF30-0AA0
- 类型
- 静压导轨
- 滑行轨迹
- 安装导轨
- 是否库存
- 是
- 是否批发
- 是
- 材质
- 铝合金材
- 外形尺寸
- 530*155*16
- 滑轨长度
- 530mm
- 滑轨宽度
- 155mm
- 滑块个数
- 1
- 重量
- 1.034
- 产地
- 德国
- 厂家
- 西门子
本工艺标准是对电梯安装工程质量的比较低要求,所规定的项目都必须达到合格。电梯安装工程质量验收除应执行本工艺标准外,尚应符合现行有关国家标准的规定。2术语电梯安装工程电梯生产单位出厂后的产品,在施工现场装配成整机至交付使用的过程。注:本工艺标准中的“电梯”是指电力驱动的曳引式或强制式电梯、液压电梯。电梯安装工程质量验收电梯安装的各项工程在履行质量检验的基础上,由监理单位(或建设单位)、土建施工单位、安装单位等几方共同对安装工程的质量控制资料、隐蔽工程和施工检查记录等档案材料进行审查,对安装工程进行普查和整机运行考核,并对主控项目全验和一般项目抽验,根据本工艺标准以书面形式对电梯安装工程质量的检验结果做出确认。土建交接检验电梯安装前,应由监理单位(或建设单位)、土建施工单位、安装单位共同对电梯井道和机房(如果有)按本工艺标准的要求进行检查,对电梯安装条件作出确认。3基本要求安装单位施工现场的质量管理应符合下列规定:具有完善的验收标准、安装工艺及施工操作规程。接口模块 (IM): 用于连接控制器和扩展单元。SIMATIC S7-400 的控制器可带有多 21 个扩展单元运行。浦东新区配套西门子PLC安装导轨
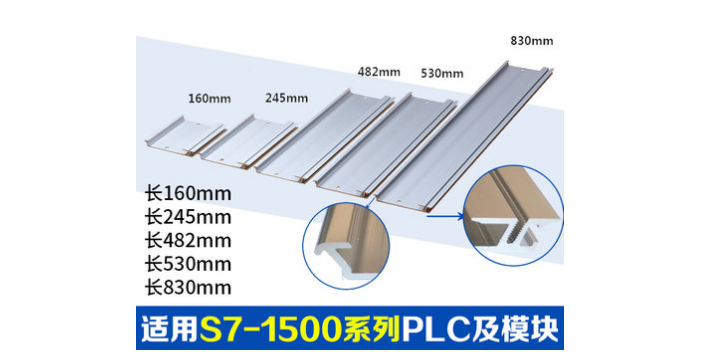
6ES7390-1AE80-0AA0导轨(480mm)6ES7390-1AF30-0AA0导轨(530mm)6ES7390-1AJ30-0AA0导轨(830mm)6ES7390-1BC00-0AA0导轨(2000mm)6ES7392-1AJ00-0AA020针前连接器6ES7392-1AM00-0AA040针前连接器6ES7392-1BM01-0AA0弹簧行连接器西门子PLCS7-300系列PLC安装及注意事项西门子S7-300安装注意事项一)辅助电源功率较小,只能带动小功率的设备(光电传感器等);西门子S7-300安装注意事项二)一般PLC均有一定数量的占有点数(即空地址接线端子),不要将线接上;西门子S7-300安装注意事项三)PLC存在I/O响应延迟问题,尤其在快速响应设备中应加以注意。西门子S7-300安装注意事项四)输出有继电器型,晶体管型(高速输出时宜选用),输出可直接带轻负载(LED指示灯等6GK1561-1AA01SIMATICNET,PB,CP5611通讯处理器,A2PCI卡(32位;),用于将编程器或带PCI总线的PC连接到PROFIBUS或MPI(不支持WIN9X! 浦东新区配套西门子PLC安装导轨西门子变频器:MM420、MM430、MM440、G110、G120、6SE70工程变频器 6RA70直流调速器、3RW30/40/44软启动器。

具有健全的安装过程控制制度。电梯安装工程施工质量控制应符合下列规定:电梯安装前应按本工艺标准进行土建交接检验,并填写《电梯安装土建交接质量验收记录表》。电梯安装前应按本工艺标准进行电梯设备进场验收,并填写《电梯安装工程设备进场质量验收记录表》。电梯安装的各分项工程应按本工艺标准进行质量控制,每个分项工程应有自检记录。电梯安装工程质量验收应符合下列规定:参加安装工程施工和质量验收人员应具备相应的资格。承担有关安全性能检测的单位,必须具有相应资质。仪器设备应满足精度要求,并应在检定有效期内。分项工程质量验收均应在电梯安装单位自检合格的基础上进行。分项工程质量应分别按主控项目和一般项目检查验收。隐蔽工程应在电梯安装单位检查合格后,于隐蔽前通知有关单位检查验收,并形成验收文件。4一般规定两列导轨顶面间的距离偏差应为:轿厢导轨0~+2mm;对重导轨0~+3mm。导轨支架在井道壁上的安装应固定可靠。预埋件应符合土建布置图要求。锚栓(如膨胀螺栓等)固定应在井道壁的混凝土构件上使用,其连接强度与承受振动的能力应满足电梯产品设计要求,混凝土构件的压缩强度应符合土建布置图要求。每列导轨工作面。
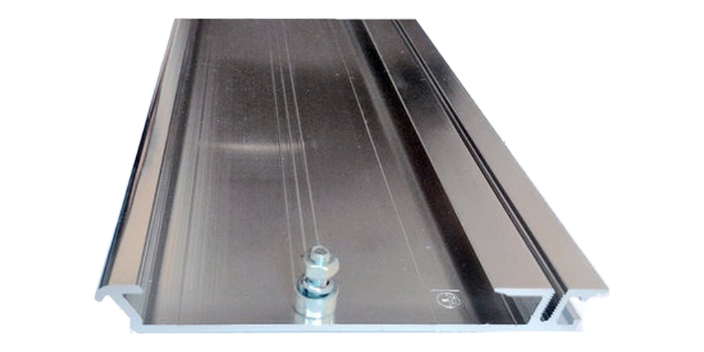
将磁性部件2及导轨主体1与设备的安装机架之间绝缘。通过上述内容不难发现,由于电路元器件安装在电气安装导轨的导轨主体1上,且该电气安装导轨的导轨主体1可通过磁性部件2吸合于设备的安装机架上,因而可方便导轨主体1与设备安装机架之间的连接固定,无需对设备的安装机架进行开孔,可避免对安装机架造成破坏。此外,至少在磁性部件2远离导轨的一侧设置有绝缘层,因而可有效对磁性部件2及导轨主体1与设备的安装支架进行绝缘,避免导轨主体1上带电,进而避免对维修人员造成伤害。从而在保证电路元器件安装的同时,还可方便导轨主体1与安装机架之间的连接固定,并可避免导轨主体1带电,保护维修人员的人身安全。具体的说,在本实施方式中,导轨主体1包括:固定侧以及与固定侧相对的安装侧。磁性部件2设置在固定侧上,电路元器件则设置在安装侧上。另外,值得一提的是,在本实施方式中,绝缘层还用于将导轨主体1进行包覆,即磁性部件2与导轨主体1同时被包覆在绝缘层内,进而还可将导轨主体1与电路元器件之间进行绝缘,进一步避免导轨主体1上出现带电的情况。并且,绝缘层可采用塑料层,由塑料层对导轨主体1与磁性部件2进行包覆时,可通过包塑工艺进行。 西门子伺服驱动:611A、611D、611U、S120、NCU、PCU、伺服电机、低压电机 。
磁性部件2可通过强力胶与导轨主体1进行粘接固定,具体的,通过绝缘层即可对导轨主体1与磁性部件2的相对位置进行固定,而通过强力胶将磁性部件2与导轨主体1粘接固定后,可进一步提高绝缘层与导轨主体1之间的连接稳定性。其中,强力胶是一种工业用黏着剂,为单组分新型全透明溶液胶,室温固化,操作方便。并且,在实际使用过程中,磁性部件2也可采用其他方式与导轨主体1进行连接固定,例如,在导轨主体1的安装侧上设置有安装槽,将磁性部件2固定在安装槽内,以实现导轨主体1与磁性部件2之间的连接固定。进一步的,在本实施方式中,磁性部件2可包括至少一个磁铁,且当设置有多块磁铁时,各块磁铁可沿导轨主体1固定侧的长度方向进行等距排列。并且,磁铁可采用钕铁硼强磁铁,钕铁硼强磁铁具有体积小、重量轻和磁性强的特点,因而不仅可避免增加电气安装导轨的重量,还可保证与导轨主体1及设备的安装机架之间的吸合稳定性。本实用新型的第二实施方式涉及一种电气安装导轨。电气安装导轨包括:导轨主体、绝缘层及磁性部件,绝缘层设置于导轨主体上,磁性部件则可拆卸地设置在绝缘层上,并由绝缘层将导轨主体与磁性部件之间相互隔开。西门子人机界面:TD200、TD400C、TP177A/B、MP277、MP377、 TP700、TP900、TP1200、TP1500、SMART700/1000。浦东新区配套西门子PLC安装导轨
安装或拆卸任何电气设备之前,请确保已切断该设备的电源。同时,还要确保已切断所有相关设备的电源。浦东新区配套西门子PLC安装导轨
集油槽上设有排油口,在排油口处设有滤网,所述排油口与排油管相连。本发明具有如下有益效果:涂油器使用时,是对流下的油进行部分回收,亦控制减少润滑油的浪费。机架在使用时,通过j形挂钩和u形本体卡设在导轨上,两个卡槽(上述挂钩槽和u形本体的槽)设置简单,且u形本体与j形挂钩之间为可拆卸结构,尤其是在卡槽有磨损时,结构置换很方便。另外,卡块安装方便,定位效果好,结构使用稳定。附图说明:图1和图2为本发明结构图。图3为本发明中涂油器的结构图。图4和图5为本发明的应用结构图。具体实施方式:下面结合附图对本发明作进一步的说明。如图1至图5,本发明一种漆包线生产线功能件安装导轨用涂油机构,包括机架11、注油管12、排油管13和涂油器21,两个涂油器21固定连接在机架11上,注油管12与两个涂油器21相连通,在每个涂油器21上连接一个排油管13。本发明中的涂油器21包括安装块211、毛刷212、出油嘴213和集油槽214,安装块211为矩形块状结构,在安装块211上端面与左端面的结合处设有具有竖直边和底面的台阶部210,台阶部210的底面为向下倾斜的斜面结构。毛刷212固定连接在安装块211的左侧端面上,安装块211下端面与左端面的拐角处为倒角斜面结构。浦东新区配套西门子PLC安装导轨

集油槽214为矩形槽结构,集油槽214固定连接在安装块211的底面上,且集油槽214的左侧端面位于安装块211左侧端面的左侧,集油槽214的左侧端面位于毛刷212中刷毛末端所在平面的右侧。出油嘴213固定连接在安装块211上,且出油嘴213的出油端位于台阶部210中底面的上方,出油嘴213通过三通与注油管12相连通。涂油器21在使用时,润滑油从出油嘴213流出,并滴至台阶部210的斜面上,并顺着斜面向下面至毛刷212上。在对轨道的导轨面涂刷润滑油过程中,集油槽214的左端面位于刷毛末端所在平面与安装块211左端面之间,在将毛刷212抵触在导轨面上时,保证集油槽214的左端面与导轨面...
- 徐汇区主营西门子PLC安装导轨 2024-11-11
- 闵行区销售西门子PLC安装导轨6ES75901AJ300AA0 2024-11-10
- 徐汇区西门子PLC安装导轨6ES75901BC000AA0 2024-11-09
- 宝山区SIEMENS西门子PLC安装导轨6ES73901AF300AA0 2024-11-09
- 徐汇区主营西门子PLC安装导轨6ES75901AJ300AA0 2024-11-09
- 无锡西门子西门子PLC安装导轨6ES73901AB600AA0 2024-11-07
- 金山区SIEMENS西门子PLC安装导轨6ES73901AB600AA0 2024-11-07
- 嘉定区直供西门子PLC安装导轨6ES73901AJ300AA0 2024-11-04
- 浦东新区供应西门子PLC安装导轨6ES7590-1AE80-0AA0 2024-11-04
- 虹口区配套西门子PLC安装导轨6ES75901BC000AA0 2024-11-04
- 松江区配套西门子PLC安装导轨6ES73901AF300AA0 2024-10-31
- 宝山区主营西门子PLC安装导轨6ES73901AJ300AA0 2024-10-31
- 南通**西门子PLC安装导轨 2024-10-31
- 淮安代理西门子PLC安装导轨6ES75901AC400AA0 2024-10-28
- 销售西门子PLC安装导轨6ES75901AB600AA0 2024-10-28
- 奉贤区西门子PLC安装导轨6ES73901AE800AA0 2024-10-27






- LA39-E22DF/r23 11-23
- 宿迁订做开关按钮货源充足 11-23
- 湖州APT按钮开关断路器厂家供应 11-23
- 上海订做开关按钮代理品牌 11-23
- 宿迁供应断路器费用是多少 11-23
- 嘉兴直供接触器代理品牌 11-23
- 奉贤区供应开关按钮型号 11-23
- 丽水APT按钮开关断路器代理品牌 11-23
- 嘉定区订做接触器费用是多少 11-23
- 黄浦区生产接触器厂家现货 11-23