封头的酸洗操作步骤及作业标准封头类产品加工生产中,其中有一道工序叫做酸洗。之所以要进行酸洗,主要是希望通过这一到工序来将成型封头表面的焊渣、熔渣、油污及氧化皮等污物清洗干净。那么,具体的酸洗步骤该如何进行呢?在酸洗操作过程中,具体的检验标准又是什么呢?接下来我们来了解一下具体的酸洗操作步骤:1、先根据待处理的封头产品情况,确定具体的工艺流程;2、工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗;3、结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜;4、检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。酸洗作业的具体参照标准:,工作人员首先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷;第二,穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面;第三,切记,酸洗过程中不得有明显的腐蚀痕迹;第四,氧化皮彻底去除,焊缝热影响区域及热加工封头表面不得有氧化色。同时还要注意,在加工封头产品的时候,其焊缝中的飞溅物以及熔渣等杂质必须要彻底清理干净。抛光锥形封头设备,就选温州浩邦金属制品有限公司。新疆大口径锥形封头标准

浅谈锥体封头使用环境:锥体封头是指封头外观形状类似于锥的形状,可以起到很好的作用。由于使用锥体封头的地方还是挺多的,因此市面上的锥体封头使用情况还是非常广的,那么锥体封头的使用环境怎么样呢,一起和封头生产厂家来了解下。锥体封头运用在轻度密封的场合,为了适应生产的需要必须将封头进行恰当的加固,锥体封头的物理构造设计的和其余的封头有很大的差距,因此在运用的时候起底部会遭到很大的压强,不平均的压强势必会造成封头的不稳固,这就是为什么要对封头进行加固的原因,锥体封头的使用环境,这是由于不同的运用环境关于封头有不同的请求而咱们正是为了满意封头的运用环境的请求才购置特定的封头的,这样咱们重视运用环境就是应该的了,然而在实践之中咱们还须要重视另外的一种环境,这种环境就是封头所运用的实践环境。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。新疆大口径锥形封头标准锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!
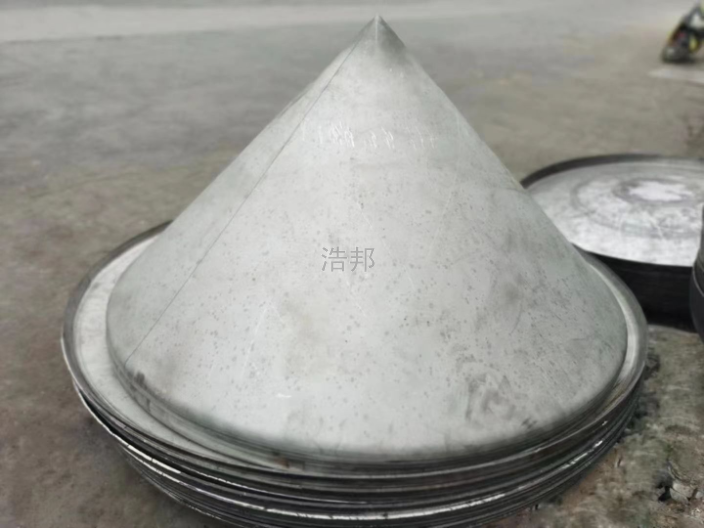
锥形封头的应用:锥形封头广泛应用于许多化工设备压力容器设备、压力管道中、油脂设备(如蒸发器,喷雾干燥器,结晶器、粮油机械及沉降器等)的底盖,它的优点是便于收集与卸除这些设备中的固体物料.此外,有一些塔设备上、下部分的直径不等,也常用锥形壳体将直径不等的两段塔体连接起来,这时的圆锥形壳体称为变径段。特点是可使介质通过时均匀改变速度,便于卸净粘稠液体和含固体颗粒物料,但力学性能较差,在与圆筒或接管连接处因形状突变产生的不连续应力较大。为了降低不连续应力,可在锥壳的大端或小端采用圆弧过渡的有折边结构或局部增厚结构。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。
在选用锥形封头的时候有什么要求:一、看封头整体均匀度锥形封头应用于各类压力容器油脂机械管道中,一般而言,封头厚度有固定数值,但均匀程度影响承压能力,薄厚均匀的封头承压能力更好。为达到这一点,浩邦封头在原料选择上严格把关,采用厚度、平整度符合标准的材料。在生产方面,浩邦有着十几年的封头生产经验,各类封头生产经验丰富,技艺娴熟,质量把控严格,大部分封头产品可一次成型,均匀度良好。2二、看锥形封头表面光滑度很多人会认为,封头只要质量好就行,美观没有太大的意义。但其实,美观也是质量好的一种表现。如果锥形封头表面不光滑平整,或存在细小裂纹,在后续使用过程中,裂纹很可能在压力下不断增大,造成安全隐患,影响使用寿命。体积小的封头采用整块钢板就可以解决这一问题,但如果锥形封头体积较大,很难有直接满足尺寸需求的材料,这时候会涉及到板材拼接,需要企业对拼接口有更高的处理能力,保障后续使用过程无裂纹产生。3三、看封头接口处精细度通常情况下,封头与使用主体通过焊接的方式相连接,为了方便后续焊接,封头制造时,接口处会留出一定的弧度,接口处数值越细仔,后续操作越方便。在接口控制上,国际标准是误差小于6微米即可。锥形封头设备,就选温州浩邦金属制品有限公司,有想法的可以来电咨询!

根据不锈钢封头的类型、标准、原料,可选用整块板或许拼板颠末冷冲压、热冲压、冷旋压、热旋压、冷卷、热卷等办法成形封头;也可以分瓣成形后再组焊成封头。不锈钢封头在加热炉内的气氛呈中性或许弱氧化性,加热的火焰不宜和加工件直接触摸。铝封头成型时,加热温度普通不宜超越420度,当式件温度降至300度以下时,不适宜持续热成形。不锈钢封头应该尽量选用热成形,如成型温度约为300度-400度。高温热成形时工件加热温度可以提高到大约650度,但不应该超越800度。冷成形后的热校形温度为100-350度。不锈钢封头的热成形温度在600度之上时,任务外表应该选用耐高温涂料或许其他的防护办法以避免外表氧化污染;热成形温度为500-600度时,由封头制作单位根据状况断定能否需求外表高温的防护。必要时应留有铲除封头外表氧化层的裕量。 锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有需要可以联系我司哦!甘肃罐体锥形封头高度
锥形封头设备,就选温州浩邦金属制品有限公司,欢迎客户来电!新疆大口径锥形封头标准
2分瓣冲压翻边分瓣冲压翻边在油压机(或水压机)上进行,用于先分瓣成形后再拼接的折边锥形封头的瓣片翻边,其工艺装备(胎具除外)、成形方法与先分瓣成形后再拼接的冲压凸形封头的瓣片相同,不再赘述。但若折边锥形封头长度较大,需依大小端直径、厚度等分段、分瓣成形,折边段瓣片冲压翻边,无折边段瓣片压制成形。3滚压翻边滚压翻边在翻边机上进行,可完成锥形封头大端、小端或大小端同时翻边,因旋压、冲压可完成锥形封头大端翻边,所以翻边机主要用于锥形封头的小端翻边,将坯锥置于翻边机的两个成一定角度摆放的托辊上,两个托辊之间的角度可调,在工作时,两个托辊可转动,主要起支撑作用。在工作时,辅助轮转动,主要起稳定坯锥的作用。托轮相当于下模,其形状与折边形状相近。启动折边机后,随着坯锥在托辊和托轮上旋转,压力轮和托轮滚动完成小端翻边。新疆大口径锥形封头标准




