
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
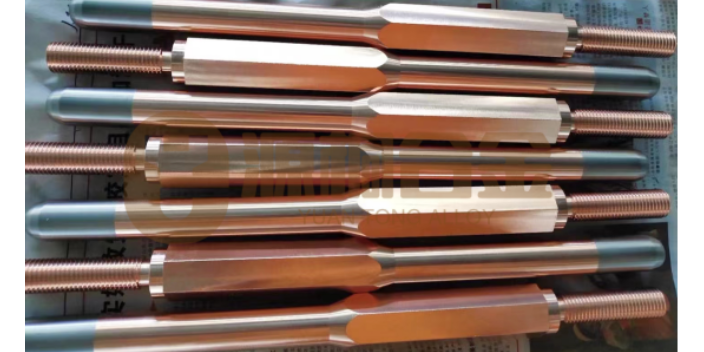
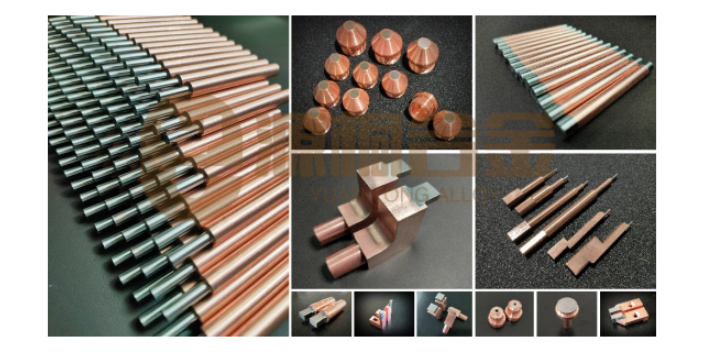
根据结构特点,电阻焊电极还可以分为以下几类:整体式电极:包括标准直电极、弯电极、螺纹电极、插头电极等,具有结构紧凑、使用方便的特点。分体式电极:如帽式电极、旋转头电极、盖式电极等,这类电极便于更换和维修,适用于需要频繁更换电极的焊接场景。旋转形式电极:如焊轮(滚盘),用于焊件有加强筋、小零件或焊缝不连续的焊接。非旋转形式电极:如杯形电极,主要用于小直径平面缝焊焊机。根据应用领域的不同,电阻焊电极还可以进一步细分为点焊电极、缝焊电极、凸焊电极和对焊电极等。每种电极都有其特定的应用场景和优势,以满足不同焊接工艺的需求。电阻焊电极一般广泛应用于多个领域。河南导电的电阻焊电极形状
电阻焊电极
电阻焊是一种利用电流通过接触面产生的电阻热来熔化并连接金属工件的焊接方法。电极作为电阻焊的重要部件,其材料选择对于焊接质量和效率具有重要影响。本文将详细介绍电阻焊电极材料的种类、特点、性能参数以及应用领域,旨在帮助读者更好地了解和选用合适的电极材料。二、材料种类与特点铍镍铜电极铍镍铜电极具有较高的电导率和热导率,良好的耐磨性和抗变形能力。它适用于高功率、高效率的电阻焊工艺。铍钴铜电极铍钴铜电极具有优良的耐高温性能和较高的硬度,适用于高温、高负荷条件下的电阻焊。高钨铜电极高钨铜电极具有较高的熔点、热稳定性和耐腐蚀性,适用于高温、高腐蚀环境下的电阻焊。河南导电的电阻焊电极形状材料选择是电阻焊电极设计的首要环节,直接关系到电极的耐用性、导电性、导热性和热膨胀系数等关键性能。

节能电阻焊电极凭借其高效节能、焊接质量高、电极寿命长以及环保可持续等优势,在多个工业领域得到了广泛应用。以下是其主要的应用场景:汽车制造业:节能电阻焊电极在汽车制造中扮演着重要角色,用于焊接车身结构件、底盘部件及发动机附件等关键零部件。其高效稳定的焊接性能确保了汽车的安全性和可靠性。家电制造业:在家电生产中,节能电阻焊电极常用于焊接冰箱、洗衣机、空调等产品的内部金属部件。其优异的节能特性有助于降低生产成本,同时保证产品的焊接质量和性能稳定。金属制品加工业:在金属制品加工领域,节能电阻焊电极广泛应用于钢筋焊接、铜排焊接等场景。其高效的焊接速度和稳定的焊接质量,提高了金属制品的生产效率和成品率。航空航天与轨道交通:在航空航天和轨道交通领域,对焊接接头的质量要求极高。节能电阻焊电极凭借其精度高、强度高的焊接性能,满足了这些行业对焊接质量的严格要求。电子行业:在电子元器件制造中,节能电阻焊电极也发挥着重要作用。其精确的焊接控制和低能耗特性,确保了电子元器件的焊接质量和可靠性。
电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路系统,确保无堵塞和泄露现象。定期对电极进行清理和保养,保持电极表面的光滑和清洁。电阻焊电极的设计原理和操作涉及多个方面,需要综合考虑导电性、导热性、承受压力与耐磨性、形状与尺寸以及电极接触区域等因素。通过合理的设计和操作,可以确保电阻焊电极的使用寿命和焊接质量。电阻焊电极头通常由电极头和电极柄组成。

电阻焊电极的材质选择对于焊接质量、电极寿命及生产效率具有决定性影响。常见的电极材料包括铜合金、铬锆铜、钨铜等,它们各自具有独特的性能特点。铜合金电极因其良好的导电性、导热性和机械加工性能,广泛应用于一般焊接场景。而铬锆铜电极则通过添加铬、锆等元素,显著提高了电极的硬度、耐磨性和抗软化能力,特别适用于高负荷、高频率的焊接作业。钨铜电极则结合了钨的高熔点、高硬度和铜的良好导电性,适用于高温、高压下的特殊焊接需求。材质的选择需综合考虑焊接材料的性质、焊接条件及成本效益,以确保电极在焊接过程中发挥比较好性能。电阻焊电极在电阻焊过程中起着至关重要的作用,其操作涉及多个环节。贵州电阻焊电极收购价
定期进行维护和保养,可以确保电阻焊电极头的长期稳定运行,为各种焊接任务提供可靠的保障。河南导电的电阻焊电极形状
电阻焊电极的焊接方法涉及多个步骤,包括准备、安装、调节参数、试焊以及正式焊接等。以下是详细的操作步骤:1.选择合适的电极·材质选择:根据焊接材料的性质选择合适的电极材质,常用的电极材料有铜、铬铜合金等。·形状选择:电极的形状有直杆型、群杆型等,根据焊接的具体需求选择合适的形状。2.清洁焊接件在焊接前,使用溶剂或钢丝刷等工具将焊接件表面清洁干净,去除污垢和油脂,以确保焊接质量和电极寿命。3.安装电极将选择好的电极安装在电阻焊设备上,确保电极安装牢固,与电极头紧密接触,避免产生干扰和电晕现象。4.调节焊接参数根据焊接材料和需要焊接的厚度,调节焊接参数,包括焊接电流、电压和时间。这些参数应根据设备规格和工作要求进行精确调节,以确保焊接质量。5.焊前试焊在正式焊接前,进行试焊以验证设备和电极的工作状态。将试焊样品夹在电极之间,设定合适的焊接参数进行试焊,并检查焊接效果。河南导电的电阻焊电极形状
电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17




- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15



- 浙江制造钨铜触头缺点 11-23
- 江苏定做钨铜触头规格 11-23
- 辽宁加工钨铜触头规格 11-23
- 浙江点焊钨铜触头特点 11-22
- 江苏镀银钨铜触头用途 11-22
- 广东导电的钨铜触头缺点 11-22
- 河北耐磨的镶钨电极有哪些 11-22
- 湖北合金钨铜触头特点 11-22
- 深圳定做镶钨电极生产 11-22
- 浙江辅助镶钨电极规格 11-22