生物分离中空纤维膜在自动化生物分离流程中的适配优势,不仅体现在其高效的分离性能上,更在于其与自动化技术的深度融合所带来的智能化变革。中空纤维膜作为分离的重心组件,其独特的结构和材质使得它能够轻松应对各种复杂生物样本的挑战。而通过与自动化仪器设备的集成,中空纤维膜分离系统实现了对过滤参数的精确控制和实时监测。这种智能化的管理方式,不仅确保了生物分离过程的稳定性和准确性,还较大提高了分离效率和通量。在高通量生物样本处理和生物制药生产中,自动化的中空纤维膜分离系统已经成为不可或缺的关键技术之一,为推动生物分离技术的智能化发展注入了强大的动力。生物分离中空纤维膜的在生物传感器研制中可作为生物分子的分离富集部件。杭州化工制造业生物分离膜报价

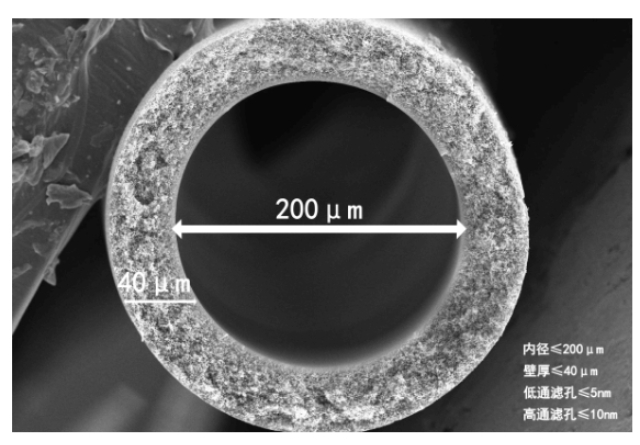
食品饮料中的DNA纯化对于研究微生物的遗传特性和基因功能至关重要。然而,传统的纯化方法往往会对DNA造成损害,影响其后续的实验应用。相比之下,中空纤维膜纯化技术以其独特的温和处理方式和高效的物理筛分能力,在食品饮料DNA纯化领域展现出了明显优势。它能够有效地去除杂质,同时保留DNA的完整性和活性。在处理含有乳酸菌等微生物的食品饮料样品时,中空纤维膜能够确保DNA在纯化过程中不受破坏,从而在后续的基因研究中发挥重要作用。这种技术不仅提高了DNA纯化的效率和准确性,还为食品科学研究和质量控制提供了新的思路和方法。广东生物制药业生物分离中空纤维膜费用生物分离中空纤维膜的孔径微小且均匀,能有效筛分不同尺寸的生物物质。

在酶工程产业的发展过程中,高效的分离技术手段是推动其快速进步的关键因素之一。而酶分离中空纤维膜技术凭借其独特的分离机制和高效性能,在这一领域展现出了巨大的潜力。通过中空纤维膜的分离作用,企业可以实现对酶制剂的快速提取和纯化,避免了传统分离方法中的繁琐步骤和高能耗问题。这不仅提高了生产效率,还降低了生产成本,使得酶制剂的生产更加经济可行。同时,中空纤维膜技术的应用还促进了新型酶制剂的研发和产业化,为酶工程产业的创新发展提供了有力保障。在全球生物产业快速发展的背景下,酶分离中空纤维膜技术将成为推动酶工程产业迈向更高水平的重要力量。
在果汁的生产过程中,发酵液的澄清与除浊同样是一个重要的环节。由于果汁中含有大量的果胶、纤维素以及微小的果肉颗粒等杂质,这些杂质的存在会使得果汁变得浑浊不清,影响消费者的购买欲望。而中空纤维膜的应用则可以有效地解决这一问题。通过精确调控膜的孔径大小,可以实现对不同大小杂质的准确截留,使果汁变得清澈透明。此外,中空纤维膜过滤过程不会破坏果汁中的营养成分和风味物质,从而保留了果汁的原有口感和营养价值,为消费者提供了更加健康、美味的果汁产品。生物分离中空纤维膜的在生物分离工程的课程教学中是重要知识点。

酶回收中空纤维膜在推动循环生物经济方面扮演着至关重要的角色。在循环生物经济的框架下,高效循环利用资源被视为重点要素。酶,作为众多生物产业中不可或缺的生物催化剂,其回收利用对于资源循环具有重大意义。采用中空纤维膜技术进行酶的回收,不仅缩减了酶生产过程中的原材料消耗及能源使用,从而帮助企业降低了生产成本,还减轻了酶废弃物可能给环境带来的负担。在将农业废弃物转化为生物燃料或生物基化学品的实践中,酶回收中空纤维膜能够促使酶实现循环利用,提升了整个转化流程的经济可行性和可持续性,加速了农业与生物工业之间的资源循环流通。这一技术为构建以可再生资源为依托的循环生物经济体系提供了坚实的技术基础,为推动全球向可持续发展的经济模式转变贡献了重要力量。生物分离中空纤维膜的技术突破将带领生物分离技术新的变革潮流。四川食品饮料DNA纯化中空纤维膜厂家
生物分离中空纤维膜的在农业生物技术如疫苗生产中发挥作用。杭州化工制造业生物分离膜报价
酶回收所用的中空纤维膜,在工艺整合与优化层面凸显出独特价值。它能够与多种上游及下游工艺流畅对接,构建出一个多维度且高效的酶回收流程。在上游阶段,该膜能与酶反应装置紧密相连,直接接纳反应完毕的混合液体以进行酶的回收作业;而在下游环节,回收所得的酶则可便捷地进入浓缩、纯化阶段或直接重新投入反应体系。以生物柴油生产为例,当脂肪酶催化酯交换反应结束后,中空纤维膜回收系统能即刻介入,有效回收脂肪酶并排除杂质,随后将浓缩的脂肪酶再次注入反应装置中,参与到新一轮的反应过程中。整个流程省去了繁琐的中间转运及处理步骤,增强了工艺的连贯性和自动化水平,降低了能耗并缩减了设备占用空间,实现了酶回收流程与整体生产工艺的和谐优化,进而提升了企业的生产效率及资源利用水平。杭州化工制造业生物分离膜报价