- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
- 风量风速检测、温湿度检测、噪声检测、浮游菌检测、静电检测
- 检测项目
- 照度检测、洁净度检测、静压差检测、沉降菌检测
后**时代洁净室检测的新挑战COVID-19**促使洁净室检测向生物安全领域延伸。某疫苗生产企业升级检测项目,增加气溶胶病毒灭活效率测试,确保洁净室对病原体的拦截率超99.99%。人员入口处增设实时体温与口罩佩戴检测系统,数据同步至**监控平台。此外,远程检测技术兴起,第三方机构通过AR眼镜指导客户自主完成基础检测,复杂项目则使用无人机进行高空区域采样,减少人员接触风险。,。。。。。。。。。。。。。。。。。。。。。。。人员手部微生物采样限值:接触碟≤5 CFU/手套。电子厂房环境洁净室检测分析
洁净室检测中的压差控制及其重要性压差控制是洁净室检测的重要指标之一。在洁净室的设计中,不同区域之间会设置不同的压差,以防止污染空气的扩散和交叉污染。例如,在医院的不同等级手术室之间,会设置合理的压差梯度,使得空气从清洁区流向污染区。通过压差的合理设置,可以确保洁净室内的清洁空气只进不出,而污染空气则无法进入清洁区域。在实际检测中,采用压差传感器来监测不同区域的压差值,当压差出现异常变化时,及时查找原因并进行调整。压差控制的有效性直接关系到洁净室的环境安全和产品质量,是保障洁净室正常运行的关键环节之一。安徽压差洁净室检测频率洁净室等级划分世界各国均有自定规格。

温湿度与光照度的协同控制策略洁净室需维持温湿度在特定范围内(如22℃±2℃、45%±10% RH),以确保工艺稳定性和人员舒适度。检测采用多点温湿度记录仪,重点监控关键区域(如灌装线、冻干机出口)。某ADC药物生产因湿度超标导致中间体吸潮降解,经调查发现是空调系统加湿阀故障。整改方案包括加装冗余传感器和自动报警功能。光照度检测需确保工作区照度≥300 lux且无眩光,使用照度计按网格法布点测量。某光学元件厂因局部照度不足,导致员工操作失误,后通过LED灯带优化实现均匀照明。此外,需定期校准环境参数仪器,确保数据可靠性。
洁净室检测的重要性及对生产的深远意义洁净室检测对于众多高科技产业而言,是生产环节中至关重要的一环。在半导体芯片制造领域,微小的尘埃颗粒都可能引发集成电路线路的短路或断路问题,导致芯片性能下降甚至报废。例如,在光刻工艺中,尘埃落在硅片上,就可能造成图案的光刻偏差,使芯片功能异常。同样,在生物制药行业,洁净室的微生物含量直接影响药品的质量和安全性。污染的微生物可能在药品生产过程中繁殖,改变药品的成分和药效,严重时会危及患者生命。因此,严格的洁净室检测能够确保生产环境的纯净度,保障产品质量,为企业赢得市场信誉和经济效益。层流设备FFU(风机过滤单元)需每月检测风速均匀性。

气流模式可视化与层流验证技术层流洁净室需验证单向气流的均匀性和稳定性,常用示踪线法、粒子图像测速技术(PIV)或烟雾测试。例如,ISO Class 5级层流罩需确保风速在0.45±0.1 m/s范围内,且无涡流或死角。某半导体厂因层流罩风速不均导致晶圆污染,后通过调整风机频率和导流板角度解决问题。气流可视化检测还需评估开门瞬间的气流扰动,采用粒子计数器实时监测粒子浓度恢复时间。FDA要求动态条件下验证气流模式,例如模拟人员走动或设备移动时的干扰。此外,回风口的位置和数量需根据房间布局优化,避免形成低速区或逆流。洁净服发尘量检测需通过Frazier透气性测试仪验证。安徽压差洁净室检测频率
洁净室(区)与周围的空间必须维持一定的压差,并应按工艺要求决定维持正压差或负压差。电子厂房环境洁净室检测分析
洁净室表面清洁度与消毒效果评估表面清洁度需满足动态微生物和颗粒物残留标准,检测方法包括接触碟法、擦拭法和ATP生物发光法。接触碟法要求TSA培养基平板压贴表面30秒,培养后菌落数≤5 CFU/碟;ATP检测则通过荧光素酶反应定量表面有机物残留,限值通常≤200 RLU(相对光单位)。某医疗器械厂因消毒剂残留超标导致细胞培养污染,后改用过氧化氢蒸汽灭菌并增加中和剂验证。此外,需定期进行模拟污染试验(如喷洒荧光素钠),评估清洁程序的有效性。清洁工具(如无尘布、拖把)的材质和更换周期也需符合ISO 14644-5要求,防止二次污染。电子厂房环境洁净室检测分析

1.洁净室尘埃粒子检测原理与实践尘埃粒子检测是洁净室检测的**项目之一。其检测原理基于光散射理论,当空气中的尘埃粒子通过激光光束时,会产生光散射现象,散射光的强度与粒子的大小和数量相关。检测仪器通过捕捉这些散射光信号,将其转换为电信号进行分析,从而得出单位体积空气中不同粒径尘埃粒子的数量。在实际检测中,需严格按照标准规范进行操作。首先要对检测仪器进行校准,确保测量数据的准确性。然后根据洁净室的面积和功能区域划分采样点,每个采样点的采样时间和采样量都有明确要求。例如,对于ISO5级洁净室,需在多个采样点采集一定体积的空气样本,对0.3μm、0.5μm等不同粒径的尘埃粒子数量进行统计。检测过程中要...
- 安徽实验室洁净室检测 2025-10-29
- 浙江微生物洁净室检测服务商 2025-10-29
- 北京照度洁净室检测频率 2025-10-28
- 上海实验室环境洁净室检测周期 2025-10-28
- 安徽洁净传递窗洁净室检测频率 2025-10-28
- 静电洁净室检测公司 2025-10-28
- 纯化水检测洁净室检测目的 2025-10-28
- 江苏压差洁净室检测值得推荐 2025-10-28
- 安徽压差洁净室检测 2025-10-28
- 上海压差洁净室检测服务 2025-10-28


- 安徽洁净传递窗洁净室检测诚信推荐 2025-10-28
- 北京过滤器洁净室检测值得推荐 2025-10-28
- 安徽半导体净化车间洁净室检测周期 2025-10-28
- 手术室洁净室检测哪家好 2025-10-28
- 北京半导体净化车间洁净室检测第三方检测机构 2025-10-28
- 浙江压差洁净室检测技术好 2025-10-28


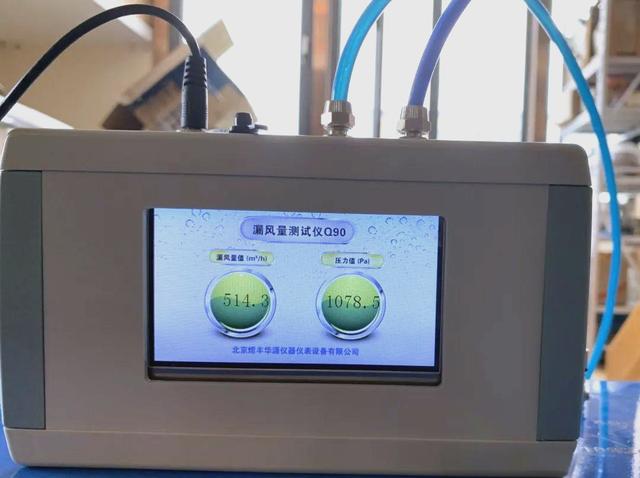

- 江苏验收风管漏风量检测第三方检测机构 01-10
- 金华工程风管漏风量检测频率 01-10
- 衢州风管漏风量检测诚信推荐 01-10
- 镇江风管漏风量检测值得推荐 01-10
- 普陀区验收风管漏风量检测认真负责 01-10
- 奉贤区工程风管漏风量检测目的 01-10
- 山东工程风管漏风量检测频率 01-10
- 嘉兴工程风管漏风量检测方法 01-10
- 杭州验收风管漏风量检测第三方检测机构 01-10
- 盐城风管漏风量检测范围 01-10