- 品牌
- 今日标准
- 型号
- 123
- 运动方式
- 点位直线控制,轮廓控制
- 控制方式
- 半闭环控制
- 布局形式
- 立式,卧式
- 加工定制
- 是
数控走心机的编程需要专业的知识和技能。编程人员首先要根据零件的图纸和工艺要求,确定加工工艺路线,包括刀具的选择、切削参数的设定、加工顺序的安排等。然后,使用专门的数控编程软件,按照数控系统的指令格式编写加工程序。在编程过程中,要充分考虑走心机的特点,合理运用其多轴联动功能,以实现高效、准确的加工。在操作方面,操作人员在开机前要对设备进行全方面检查,确保各部件正常。装夹工件时,要保证工件的中心与主轴中心重合,夹紧力适中。加工过程中,要密切关注设备的运行状态,及时调整切削参数,处理突发情况,确保加工过程的顺利进行。凭借先进控制系统,数控走心机实现高精度的加工操作。四川数控走心机维修

数控走心机具备诸多明显技术优势。首先是高精度,其先进的数控系统和精密的机械结构,能实现微米级的加工精度,满足对零件精度要求极高的行业需求,如航空航天、医疗器械等。其次,加工效率远超传统机床。由于可在一次装夹中完成多工序加工,减少了零件的周转时间,同时,高速的主轴转速和快速的刀具移动速度,使得加工时间大幅缩短。再者,走心机的自动化程度高,送料、加工、卸料等环节可自动完成,降低了人工成本,提高了生产的稳定性和一致性,减少了人为因素对加工质量的影响。北京进口走心机案例数控走心机可实现高速切削,在保证精度的同时,提高生产效率。

今日标准数控走心机具有突出的性价比优势。公司数控机床主要部件采用德国、日本等质优进口原件,使用国内质优密烘铸件,通过两次时效处理,保证了机床的刚性和稳定性。同时,今日标准采用厂家直销模式,省去中间环节,降低了销售成本,为客户提供优异的性能价格比。此外,设备高扩展性和定制化服务,可根据客户工艺需求进行配置和改造,进一步提高了设备的性价比。在倡导绿色制造的背景下,数控走心机朝着绿色节能方向发展。配备能量回馈系统的走心机可比传统机型节电 25%,年耗电量从 12 万度降至 9 万度(按两班制测算),符合绿色工厂认证要求。通过优化机床结构和传动系统,降低机床运行时的能耗。此外,采用环保型切削液和可回收材料,减少对环境的污染,实现经济效益与环境效益的双赢。
走心机的高效加工逻辑采用主轴与副轴同步旋转技术,通过Z轴进给完成连续切削,刀具固定而工件旋转移动,尤其适合长径比大的细长轴类零件加工,一次装夹即可完成车、铣、钻、攻等复合工序,减少重复定位误差。与传统数控车床的工件固定、刀具移动模式不同,走心机的工件随主轴移动,配合多工位刀架实现同步加工,加工效率提升30%以上,尤其适合小直径精密零件的大批量生产。材料利用率优化原理走心机采用棒料连续送料系统,加工时只切削必要部位,材料损耗率低至5%以下,而传统加工因多次装夹和余量预留可能导致15%以上的浪费。 数控走心机先进的编程软件,方便操作人员编写复杂加工程序,提高编程效率。

数控走心机的精度保持性对长期稳定运行至关重要。在设计和制造过程中,厂家采用一系列先进技术保障精度。机床床身、立柱等关键部件选用质优铸铁材料,并经过时效处理,消除内应力,提高部件稳定性与刚性。丝杠、导轨等传动部件采用高精度滚珠丝杠和直线导轨,安装时进行精确调整和预紧,减少传动间隙。此外,数控走心机配备高精度位置检测装置,如光栅尺、编码器等,实时反馈机床位置信息,数控系统通过补偿功能修正定位误差,确保机床长期维持高精度加工能力。高精度丝杠确保数控走心机加工时的定位准确性。江西走心机品牌排行榜
高刚性床身赋予数控走心机良好的抗振性能。四川数控走心机维修
机床常识
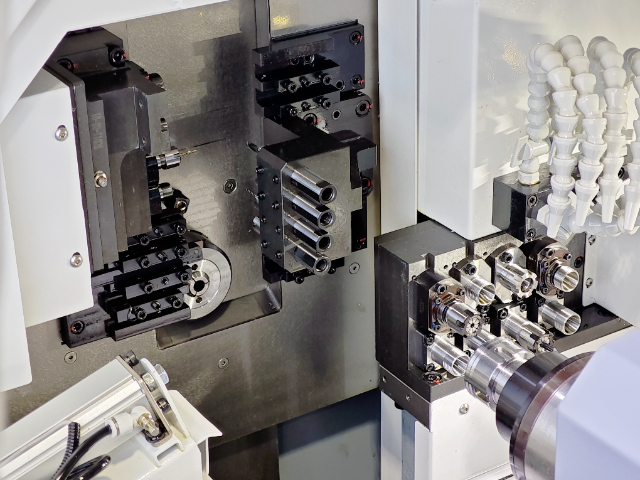
走心机的结构解析关键组件包括主轴箱、导套机构、多轴动力刀塔、送料装置及副轴系统。导套机构可稳定长棒料加工时的径向跳动,确保微米级精度。精度维持的关键:温度控制走心机内置热补偿系统,通过传感器监测主轴和导轨温度变化,实时调整伺服电机参数,保障连续加工中±0.005mm的尺寸稳定性。适用材料范围扩展除常规不锈钢、铝合金外,现代走心机可加工钛合金、高温合金等难切削材料,需配合高压冷却系统(70Bar以上)和CBN/PCD刀具。维护保养周期建议每日清理切屑、每周检查导轨润滑油脂、每500小时更换主轴轴承油脂,可延长机床寿命至10年以上。避免因冷却液污染导致的精度衰退。 四川数控走心机维修

数控走心机和普通数控车床虽同属金属切削设备,但在结构、精度、效率上存在本质区别。普通数控车床采用单主轴固定结构,工件旋转、刀具移动,加工细长轴类零件时易出现振动、变形,且需多次装夹完成工序;数控走心机配备双主轴联动系统,主轴夹持棒料旋转并沿 Z 轴轴向进给,切削点始终靠近主轴支撑端,大幅降低悬臂误差,加工精度提升 3-5 倍。在加工能力上,走心机集成车、铣、钻、攻、镗、雕刻等复合功能,一次装夹即可完成全部加工,避免多次装夹带来的尺寸偏差;普通车床只能完成基础车削工序,复杂零件需多台设备配合加工。此外,走心机适配小直径棒料自动化加工,材料利用率超 90%,而普通车床材料损耗率普遍在 15...
- 河北精密走心机工艺 2026-05-24
- 安徽进口走心机保养 2026-05-23
- 河南附近哪里有走心机 2026-05-23
- 河南数控走心机配件 2026-05-23
- 黑龙江单主轴走心机多少钱 2026-05-23
- 哪里有走心机什么价格 2026-05-23
- 天津五轴走心机哪里有 2026-05-23
- 吉林精密走心机工厂 2026-05-23
- 广西五轴走心机代加工 2026-05-23
- 黑龙江国产走心机哪家便宜 2026-05-23


- 河南双主轴走心机用途 2026-05-22
- 便捷式走心机按需定制 2026-05-22
- 内蒙古瑞士型走心机品牌 2026-05-22
- 上海国产走心机多少钱 2026-05-22
- 北京数控走心机修理 2026-05-22
- 内蒙古走心机用途 2026-05-22



- 黑龙江单主轴走心机多少钱 05-23
- 哪里有走心机什么价格 05-23
- 天津五轴走心机哪里有 05-23
- 吉林精密走心机工厂 05-23
- 广西五轴走心机代加工 05-23
- 黑龙江国产走心机哪家便宜 05-23
- 加工走心机技术指导 05-23
- 山东走心机方案 05-22
- 陕西走心机厂家 05-22
- 重庆瑞士型走心机哪家好 05-22