- 品牌
- 诺荣
- 型号
- 齐全
- 类型
- 气密性检漏仪
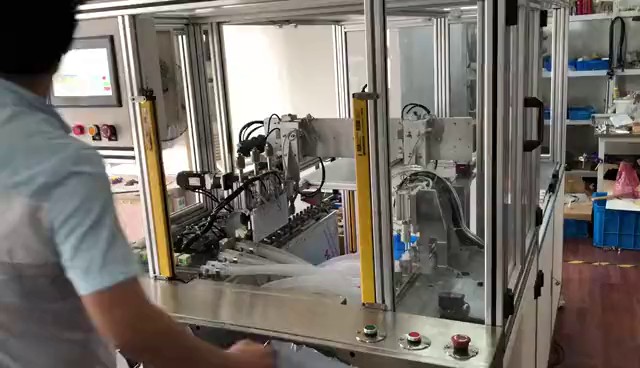
汽车零部件的气密性对于车辆的性能和安全性至关重要。因此,在汽车零部件的生产过程中,气密性检漏仪发挥着举足轻重的作用。通过手动将待测的汽车零部件放置在工作台的限位板上,并按下启动按钮,压紧气缸和封堵气缸会迅速将零部件密封。随后,检漏仪开始工作,通过进气口向密封腔内充气,并实时监测腔内气压的变化。任何微小的泄漏都会被检漏仪捕捉到,并据此判断零部件的气密性状况。通过气密性检漏仪的检测,企业能够确保出厂的汽车零部件符合严格的质量标准,从而提高整车的性能和安全性。气体检漏仪采用电子电路,经特殊设计,能满足当前和将来检测多种开关。厦门可调节气密性检漏设备销售商
气密性检漏仪
差压式气密性检漏仪在显示精度方面表现出色,其显示单位达到了压力值0.1KPa、差压值0.1Pa和泄漏量0.1ml/min,这种高精度的显示方式使得操作人员能够更准确地了解被测产品的气密性能。同时,该仪器还配备了电气比例阀,能够根据实际需求自动调整测试气压,从而确保了检测的准确性和稳定性。电气比例阀的应用不仅提高了差压式气密性检漏仪的自动化程度,还降低了因手动调节而产生的误差。这种精细的显示和自动调压功能共同构成了差压式气密性检漏仪的核心竞争力,使得其在工业检测领域具有广泛的应用前景。厦门可调节气密性检漏设备销售商气密性检漏仪差压法差压气密性检测方式又叫比较法。

在航空航天领域,气密性检漏仪也发挥着重要的作用。由于航空航天设备对气密性的要求极高,任何微小的泄漏都可能导致严重的后果。因此,在航空航天设备的生产过程中,需要使用气密性检漏仪对关键部件进行检测。通过手动将待测的航空航天部件放置在工作台的限位板上,并按下启动按钮,压紧气缸和封堵气缸会迅速将部件密封。随后,检漏仪开始工作,通过进气口向密封腔内充气,并实时监测腔内气压的变化。通过这样严格的检测流程,可以确保航空航天设备的关键部件具有良好的气密性,从而提高其整体性能和安全性。
气密性检漏仪配置了电磁阀等控制元件,实现了合格不合格打点控制功能。在检测过程中,检漏仪能够自动判断被测产品的气密性能是否合格,并通过电磁阀等控制元件控制打点机构进行标记。这种自动化的打点控制功能不仅提高了检测的效率和准确性,还为后续的产品分拣和质量追溯提供了便利条件。在实际应用中,操作者可以根据检测结果快速筛选出合格或不合格的产品进行分类处理或返工修复等操作。同时,打点标记也为企业的质量管理和追溯提供了有力的技术支持和依据。通过打点标记,企业可以轻松追溯产品的生产批次、检测时间等信息以便进行质量分析和改进工作。气密性检漏仪内置特殊的微型高效泵有助于减少渗漏响应时间。
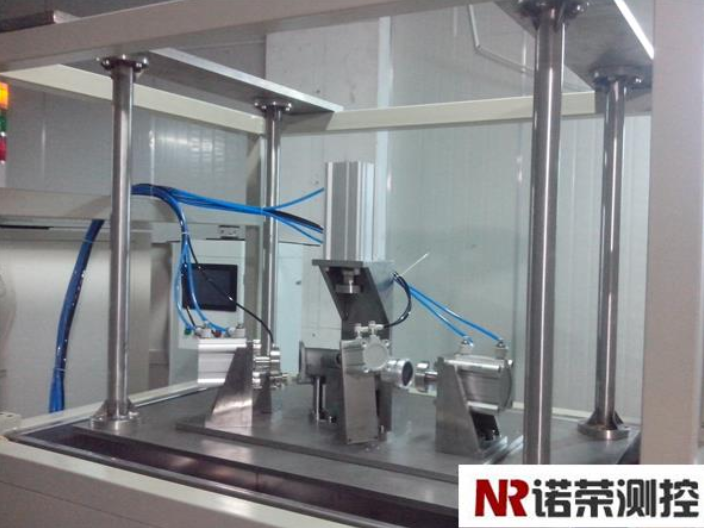
气密性检漏仪采用模块化控制系统,集成高精度压力传感技术与智能气动执行单元,构建全自动化检测平台。设备配备多工位工装夹具,支持不同规格汽车零部件的同步检测。当待测件放置于限位装置后,激光校准系统自动完成定位补偿,确保密封界面贴合紧密。检测过程中,系统通过闭环控制动态调节充气压力,避免对工件造成损伤。其核心算法可精细识别微小泄漏量,通过压力衰减曲线分析判定工件密封性,满足新能源汽车电池包、制动系统等关键部件的严苛检测需求。某企业应用后,成功实现复杂结构件的快速检测,检测效率较传统方式***提升。气密性检漏仪包括充气时间、保压时间、测试时间、泄压时间和工装治具的标准试验动作。山东电器外壳气密性检漏设备企业
气密性检漏仪达到设定的压力后,切断被测工件与气源气路,保持一定时间使其压力趋向稳定。厦门可调节气密性检漏设备销售商
气密性检漏仪的**小显示单位达到了压力值0.1KPa、差压值0.1Pa、泄漏量0.1ml/min的高精度水平,这一设计满足了精细检测的需求。在实际应用中,操作者可以更加准确地了解被测产品的气密性能情况,包括微小的泄漏点或压力变化。这种高精度的显示单位不仅提高了检测的准确性和可靠性,还为产品质量控制和故障排查提供了有力的技术支持。同时,高精度显示单位也要求操作者具备更加专业的知识和技能,以便能够准确解读和处理检测结果数据。因此,在使用高精度气密性检漏仪时,企业应加强对操作人员的培训和管理,确保他们具备足够的专业素养和技能水平。厦门可调节气密性检漏设备销售商

在使用气密性检漏仪进行检测时,首先需要手动将待测件放置在工作台的限位板上,并按下启动按钮。随后,压紧气缸和封堵气缸依次动作,将产品完全密封。此时,检漏仪开始工作,通过进气口向密封腔内充气。在充气过程中,检漏仪会从两侧的封堵口读取压力值,以判断产品是否存在堵塞情况。若产品未堵塞,则继续进入气密性测试阶段。在这一阶段,检漏仪会根据预设的检漏压力和泄漏标准进行检测。例如,检漏压力可设置为550kPa(范围在5-600kPa内可调),泄漏标准可设置为100Pa/5S(可根据实际需求进行设置)。通过这样详细的参数设置,检漏仪能够更准确地判断产品的气密性状况。设备采用稳定的气源处理系统,保证检测过程中供气...
- 广东电缆接头气密性检漏设备供应商 2026-03-21
- 重庆变速箱气密性检漏设备直销 2026-03-21
- 山西多通道气密性检漏设备 2026-03-18
- 重庆汽车线束气密性检漏设备解决方案 2026-03-18
- 铁铸件气密性检漏设备供应商 2026-03-17
- 上海气动系统气密性检漏设备企业 2026-03-17
- 重庆水泵气密性检漏设备厂家供应 2026-03-13
- 新能源气密性检漏设备直销 2026-03-12
- 山西手机气密性检漏设备销售商 2026-03-11
- 重庆油底壳气密性检漏设备批发价 2026-03-11



- 油箱盖气密性检漏设备现货 2026-01-24
- 安徽气密性检漏设备供应商 2026-01-23
- 河北汽车气密性检漏设备批发 2026-01-23
- 重庆发动机缸体缸盖气密性检漏设备哪家好 2026-01-23
- 青岛气密性检漏设备企业 2026-01-23
- 河北油泵气密性检漏设备 2026-01-23






- 上海智能型传感器测试台品牌 05-03
- 上海传感器氦检设备直销 05-03
- 上海铝铸件氦检设备直供 05-03
- 山东温度传感器测试台生产 05-02
- 上海穿刺器氦检设备好不好 05-02
- 四川水位传感器测试台 05-02
- 江苏铝铸件氦检设备企业 05-02
- 上海本地氦检设备出厂价 05-02
- 大连扭力传感器测试台批发 05-02
- 测距传感器测试台厂家 05-02