声学测试是生产下线 NVH 测试的重要组成部分。通过布置多个高精度麦克风,构建声学测试阵列,可***采集产品运行时发出的噪声信号。这些麦克风需根据产品结构特点与噪声源可能分布位置合理布局,以准确捕捉不同频率、不同方向的噪声。采集到的声学信号经放大、滤波等预处理后,输入到声学分析软件中,进行频谱分析、声强分析等操作。频谱分析能够将噪声分解为不同频率成分,帮助技术人员识别噪声的主要频率特征,判断是低频噪声、高频噪声还是宽频噪声;声强分析则可确定噪声源的位置与强度,为噪声控制提供精细方向。例如,在汽车 NVH 测试中,通过声学测试可发现发动机舱噪声、风噪、胎噪等问题,并针对性地进行优化改进。生产下线的车辆在 NVH 测试场地排起长队,测试人员依序操作,从声学、振动等方面评估车辆 NVH 综合性能。自主研发生产下线NVH测试声学

为提高生产效率与测试一致性,生产下线 NVH 测试逐渐向自动化方向发展。通过自动化测试系统,可实现测试设备的自动控制、数据的自动采集与分析、测试报告的自动生成。在生产线上,产品进入测试工位后,自动化系统会自动启动测试程序,按照预定的工况模拟产品运行,并控制传感器、数据采集系统等设备进行数据采集。采集到的数据实时传输到分析系统中,经软件自动分析处理后,判断产品是否合格。若产品不合格,系统会自动标记并输出详细的故障信息。自动化测试系统还可与生产管理系统集成,实现测试数据的实时共享与追溯,便于生产管理人员及时了解产品质量状况,优化生产工艺。杭州总成生产下线NVH测试振动生产下线 NVH 测试意义重大,它直接关系到消费者对车辆静谧性的体验,是衡量汽车品质高低的重要指标之一。

为了保证 NVH 测试结果的准确性和可靠性,需要特定的测试环境和专业的测试设备。对于汽车等大型产品,常用的测试环境有半消声室和全消声室。半消声室地面采用反射性良好的材料,而四周墙壁和天花板则安装有吸声材料,能够模拟自由场声学环境,有效减少外界反射声对测试结果的干扰,适用于汽车外部噪声测试、车内噪声测试等。全消声室则六面均采用吸声材料,能近乎完全消除反射声,主要用于对声学测试精度要求极高的场合,如麦克风校准、扬声器性能测试等。
生产下线 NVH 测试技术是确保汽车、机械设备等产品声学品质与舒适性的关键环节。在产品生产完成即将交付前,通过该技术对产品运行时产生的噪声、振动与声振粗糙度进行严格检测。测试过程涵盖从产品启动、不同工况运行到停止的全周期,利用麦克风、加速度传感器等多种精密设备,采集产品运行过程中各部位的声学和振动信号。这些信号经分析处理后,能精细定位噪声源与振动源,判断其产生原因,从而及时发现产品在设计、制造或装配过程中存在的缺陷,避免因 NVH 问题导致的客户投诉与产品召回,保障企业声誉与经济效益。刚生产下线的车辆承载着品质承诺,即刻被送入 EOL NVH 测试场地,严苛检测确保驾乘环境安静舒适。

生产下线 NVH 测试技术将与工业互联网深度融合,通过将测试设备接入工厂智能管理系统,实现数据实时共享与远程监控。在工业互联网环境下,不同生产线、不同工厂之间的 NVH 测试数据可以进行汇总和分析,企业能够从宏观层面了解产品的 NVH 性能状况,发现潜在的质量问题和共性缺陷。同时,基于大数据分析和人工智能技术,企业可以对 NVH 测试数据进行深度挖掘,预测产品的 NVH 性能趋势,提前优化产品设计和生产工艺,提高产品质量和市场竞争力。例如,通过对大量汽车生产下线 NVH 测试数据的分析,企业发现某一车型在特定地区的 NVH 投诉率较高,经进一步研究发现与当地的路况和气候条件有关,于是针对该地区的市场需求,对车辆的悬挂系统和隔音材料进行了优化改进,有效降低了 NVH 投诉率。生产下线车辆必经 NVH 测试,严格把关噪音、震动指标,为用户提供安静座舱。宁波电驱动生产下线NVH测试检测
生产下线 NVH 测试技术通过科学方法,对下线产品进行NVH 性能评估,为产品质量提升提供有力依据。自主研发生产下线NVH测试声学
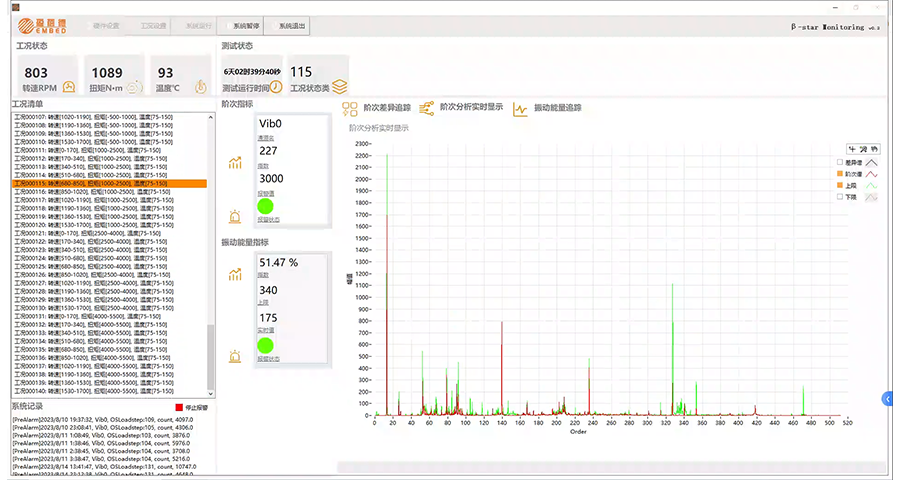
在智能化生产时***产下线 NVH 测试也在不断发展。借助先进的传感器技术、数据分析软件和人工智能算法,测试过程更加自动化、智能化。传感器能实时、精细采集大量 NVH 数据,数据分析软件可快速处理和分析数据,人工智能算法能对测试结果进行智能判断和预测。例如通过机器学习算法,可根据历史测试数据预测新产品的 NVH 性能,提前发现潜在问题,提高生产效率和产品质量,更好地适应智能化生产的发展趋势。NVH 测试的目的、在生产下线环节的作用、对产品性能和质量的影响。自主研发生产下线NVH测试声学