- 品牌
- 捷福欣
- 型号
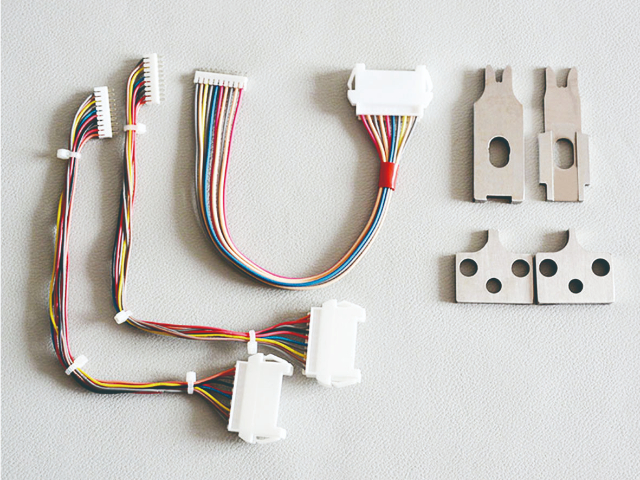
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
刷线与扭线的作用及操作要点
刷线与扭线工序进一步处理导线端头,提升连接效果。刷线时,接通电源,确保电动铜刷顺时钟转向,按标准操作方法将两端外露的斜包层与芯线分开,并捻紧捻直。这能去除导线表面的氧化层与杂质,增加导线表面积,提高焊接或压接时的接触质量。扭线环节,需使用扭线夹完整夹住刷开的铜丝,均匀用力转动,将铜丝紧密扭合。扭线能防止铜丝松散,增强导线的机械强度与导电性。操作中要注意不准刮花擦伤电线表面,务必使铜丝紧密扭紧,避免出现散丝现象,为后续的沾锡、端子压接等工序创造良好条件,保障线束连接部位的稳定性与可靠性。 线束加工的组装阶段依回路走向,用胶带或拉带将小总成捆扎成完整线束。汽车汽车线束加工厂家
组装完成后的线束需经过严格的测试和质检流程。捷福欣实业采用多种检测手段,检查线束的连接是否牢固、导通是否正常、绝缘是否完好等。通过 100% 电检测,确保线束的电气性能符合要求;进行影像检测,特别是针对带有保险盒的线束,确定保险及继电器插接位置是否正确;开展外观检测,检查线束的外观是否有破损、胶带包扎是否牢固等;还会进行功能检测,如检测线束中继电器的工作状态和保险盒中螺栓的扭矩等。只有通过全部质检环节的线束,才能进入下一步的包装和出厂流程。串行接口汽车线束加工厂线束加工使用剥线钳、剥线机等工具,按照设计要求精确控制剥皮长度,去除电线绝缘层,露出导线。

端子压接的技术关键
端子压接是线束加工的关键技术之一,直接关系到线束连接的可靠性。通过端子压接机将端子牢固地固定在导线上,压接过程需严格控制压力、行程与时间等参数。压力过小,端子与导线连接不牢,易出现松动、接触电阻增大等问题;压力过大,则可能压伤导线,破坏其内部结构。不同规格的端子与导线,对应不同的压接参数,需准确调试设备。同时,要确保端子压接后不变形,且符合拉力、铆接高度与宽度的要求。压接完成后,还需进行抽样检测,通过拉力测试等手段检验压接质量,只有合格的压接才能进入后续工序,保障线束在长期使用中连接稳定,电流与信号传输顺畅。
操作人员的技能水平和责任心是影响线束加工质量的关键因素之一。由于线束加工的许多工序都需要人工操作,如导线剥离、铆接、组装等,操作人员必须具备熟练的操作技能和丰富的经验。企业应加强对操作人员的培训,定期组织技能培训课程和考核,提高他们的操作水平和质量意识。同时,建立合理的激励机制,充分调动操作人员的工作积极性和责任心,让他们在工作中能够严格按照工艺要求进行操作,注重每一个细节,确保每一道工序的质量都符合标准,从而为生产出高质量的线束产品提供有力保障。线束加工的标识线号、用途等信息,便于线束安装、维修与更换。

线束加工-下线工艺是线束加工中的基础性工序,它要求将不同规格的导线按照设计图纸和工艺文件的规定进行精确裁切、剥头以及合理捆扎。在备齐所需材料后,操作人员需对设备进行细致的调整,确保其能够准确地按照设定参数进行工作。首先制作首件,对裁切后的线长、剥头的长度和质量等关键参数进行严格检验,只有首件通过检验,才能进行批量生产。在批量生产过程中,操作人员要进行 100% 的自检,同时进行中检和末检,确保每一根导线的加工质量都符合标准。加工完成后,将导线整理整齐,做好标识,等待周转至下一工序。线束加工的铆压端子工序由专业技术人员负责调试机台,试作3-5条产品确认合格后,方可进行大规模生产。中性汽车线束加工厂
先进的线束加工设备,助力提升生产效率,保障产品质量稳定。汽车汽车线束加工厂家
在线束加工的整个过程中,质量控制贯穿始终。每一道工序都设有严格的检验环节,设备检验员会对每一个步骤的产品进行细致检查,确保所有参数完全符合设计要求,并认真记录相关数据。一旦发现不合格产品,我们会立即停止生产,及时进行处理,并深入追溯原因。通过建立完善的质量追溯体系,能够准确找出问题所在,采取针对性的改进措施,避免类似问题再次发生,从而有效保障生产质量,以此来确保每一个下线的线束都能达到高质量标准。汽车汽车线束加工厂家

材料准备是线束加工的基础工作,材料的质量直接关乎线束的终质量。所需材料涵盖导线、绝缘套管、接头等多个种类。导线的选择尤为关键,需根据实际使用场景,如电流承载能力、电压等级、环境温度等,挑选合适规格和型号的导线。例如,在高温环境下,要采用耐高温导线;对于信号传输要求高的场合,则需选用低电阻、抗干扰能力强的导线。绝缘套管要具备良好的绝缘性能和机械强度,能够有效保护导线免受外界环境的侵蚀。接头的质量同样不容忽视,必须确保其连接牢固、可靠,防止出现接触不良等问题。线束加工的汽车线束需耐高温、耐油、耐化学腐蚀的绝缘材料。捷福欣科技线束加工定制优势体现在加工环节,裁剪与剥皮精度直接影响线束性能。高精度激光...
- 定制线束加工生产加工厂 2026-05-05
- 捷福欣科技线束加工服务怎样 2026-05-04
- 物联网汽车线束加工厂家 2026-05-04
- 深圳捷福欣车灯线束加工的工艺特点 2026-05-04
- 找捷福欣做线束加工售后的保障 2026-05-04
- 深圳捷福欣车灯线束加工的产能规划调整方案 2026-05-04
- 耐磨汽车线束加工 2026-05-04
- 22.扁平 线束加工生产厂家 2026-05-04
- 传输协议线束加工生产加工厂 2026-05-04
- 光纤线束加工生产厂家 2026-05-04
- NB-IoT接口汽车线束加工厂家 2026-05-03
- 线束加工定制厂家 2026-05-03
- LIN总线线束加工生产加工厂 2026-05-03
- 多芯线束加工生产 2026-05-03
- 找捷福欣做线束加工周期 2026-05-03
- 铁氟龙线束加工厂家 2026-05-03





- 深圳捷福欣汽车线束的价格 05-16
- 找捷福欣科技做汽车线束售后流程优化方案 05-15
- 传感器网络汽车线束加工厂 05-15
- 混合汽车线束生产厂家 05-15
- 无人机汽车线束定制 05-15
- 多芯汽车线束销售厂家 05-15
- 电源汽车线束生产厂家 05-15
- Lora接口汽车线束生产加工厂 05-14
- 自动化设备汽车汽车线束厂 05-14
- 控制信号汽车线束定制 05-14