- 品牌
- CABA
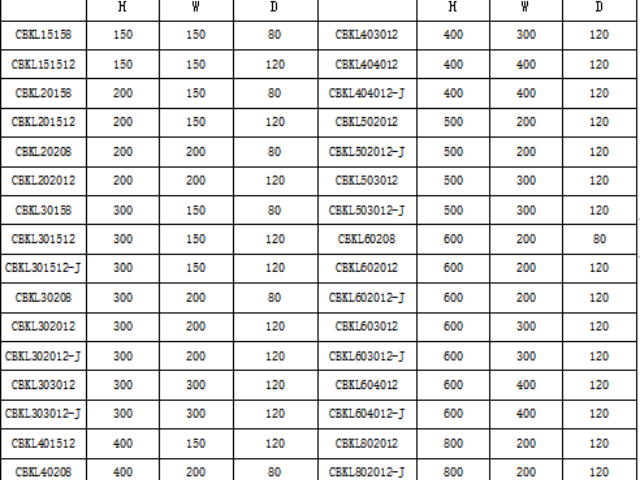
- 型号
- CBKL
- 接口类型
- AC/DC
- 是否防水
- 防水
- 产地
- 江苏
- 厂家
- 卡邦
- 外形尺寸
- 856mm*552mm*220mm,530mm*520mm*830mm
上海卡邦电气有限公司带您看看不锈钢机箱机柜加工中需要注意些什么。加工注意事项1、焊接:焊接之前应除掉有害于焊接的鏽、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。2、Drawing深加工:易产生磨擦热量所以使用耐压、耐热性高不锈钢种同时成型加工结束后应除掉表面附着的油。3、折弯加工:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小好2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。4、切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,好採用等离子或激光切断,当不得不採用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。以上就是上海卡邦电气有限公司带来的关于不锈钢机箱机柜加工中注意事项的简述,欢迎来电详询。上海卡邦电气有限公司是一家接线盒销售厂家,有需要的可以下单!直销接线盒哪里买

上海卡邦电气有限公司对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。参照图1-2,一种光伏接线盒,包括盒体15以及设置在盒体15底部左右两侧的二极管13,盒体15的一侧的侧壁的左右两端边缘处均固定连通有接线管16,盒体15的上端开设有开口,盒体15的内侧壁位于开口内沿处开设有环形槽,环形槽内设置有盒盖8,盒盖8的内部中心处开设有空腔,空腔的上端开设有圆孔,圆孔的内部通过滚动轴承6转动连接有转轴4,转轴4的上下两端均延伸至圆孔的外部,且转轴4的下端通过第二滚动轴承与空腔的底部转动连接,盒盖8的内部位于四周侧壁处均对称开设有第二空腔,多个第二空腔的内部均设有卡紧机构,空腔与多个第二空腔之间均开设有矩形孔,多个矩形孔的内部均设有拉绳7,多个拉绳7的一端延伸至矩形孔的外部,多个拉绳7的位于空腔内的一端均与转轴4的轴壁固定连接,且多个拉绳7的另一端分别与对应的卡紧机构固定连接,卡紧机构包括推板10、矩形卡杆2和弹簧3,第二空腔的远离空腔的一侧的腔壁开设有与矩形孔相匹配的第二矩形孔,矩形卡杆2位于空腔的内部。定做接线盒生产上海卡邦电气有限公司接线盒销售厂家,有需要可以来电咨询哟。

上海卡邦电气有限公司接线盒 40℃)外壳材料:抗静电玻璃纤维强化聚酯:(SMC)防爆形式:(参照EN50014)EXII2GEExeIIT6(T5)EXII2GEExeiaIICT6(T5)EXII2DIP6xT80°CEXII2GEExeIIT6(T5)EXII2GEExeiaIICT6(T5)环境温度范围:(如有特别需要可订制)-20°C(-55°C)to+40°CatT6-20°C(-55°C)to+55°CatT5-20°C(-55°C)to+40°CatT6-20°C(-55°C)to+55°CatT5认证1区和2区21区和22区PTB01ATEX1104PTB01ATEX1104TEX1081IBExU00A(如有需要可提供进一步认证)材质说明:玻璃纤维加强聚酯,EN50014,表面阻抗<109欧姆,不含卤素RAL9005,黑色十字不锈钢螺钉EPDM-20℃到+100℃,硅树脂-55℃到+100℃抗冲击7Nm防护等级:IP66/67额定电压:1100V。产品:玻璃纤维增强聚酯防爆接线盒(长宽高)非防爆防爆MM。
上海卡邦电气有限公司作为一家专业从事焊接机器人与配套设备的研发、生产仿威图机柜配电箱、电气成套技术、系统集成方案和销售三位一体的高新技术民营企业。上海卡邦电气有限公司研发出了焊接机器人、弧焊机器人、激光视觉跟踪传感系统机器人、自动焊接夹具机器人、机器人控制系统及钣金智能工厂和电气成套等多款自主创新的系列产品,向大众展示了智能全向移动、高精度、高载荷、可扩展的物流自动化、工厂无人化、机器人协同等解决方案,诠释行业产品的新定义。另外,卡邦电气CEO梁燕清还接受了品质栏目记者的采访,分享了卡邦电气在焊接机器人发展过程中所取得的成果和面对的挑战。随着应用场景的不断扩宽、需求的不断增长,势如破竹的智能制造领域衍生出了更多新的概念,以传统的制造为坐标、以应用为基础、以创新为动力,卡邦电气诠释了对于新一代智造的理解。卡邦电气之所以能够实现产品的升级迭代,焊接机器人的成型,与其完善的人才培养体系是分不开的。多年来,卡邦电气一直致力于培养一批懂管理、善经营、专业知识丰富、追求上进的复合型人才,以此来确保公司有充足的人才储备。目前,公司汇聚了一批品学兼优的高科技人才,并与多所高校建立了产学研合作关系。上海卡邦电气有限公司是接线盒销售,有需要的可以咨询!
上海卡邦电气有限公司接线盒的三种焊接工艺:引出线与接线盒端子的焊接是光伏接线盒的重要工艺流程,目前可以使用的焊接工艺包括传统的热熔、超声波焊接以及更为先进的激光焊接。热熔铆点焊接工艺用铜铆柱在气缸压力的带动下,使其塑料柱达到熔点并固化翻边成型,原先的工艺有的厂商可能还用电烙铁锡焊接,用热熔工艺快速稳定。超声波焊接工艺一般在线缆两端处是采用超声波焊接工艺将其牢固固定住线缆,传统工艺是打螺丝孔并拧的工艺,相对于效率比较低,后期都会采用超声波焊接工艺。激光焊接工艺在焊接过程中,激光焊接工艺可以准确控制焊接位置和焊接时间,从而确保焊接质量和可靠性。相比于传统的焊接方法,激光焊接工艺具有更高的能量利用率和更短的焊接时间,因此可以很快提高生产效率。上海卡邦电气有限公司是生产接线盒厂家,有需要的可以下单!直销接线盒哪里买
上海卡邦电气有限公司有接线盒批发销售,有需要的可以联系。直销接线盒哪里买
上海卡邦电气有限公司与您分享的小知识,想要了解更多的请关注我们公司官网。防爆接线盒的作用:防爆接线盒一般是由金属制作。其作用是工作在易燃易爆气体环境下,即使盒内具有电路火花出现,或者盒内也渗透了一些爆燃性气体,在火花作用下出现小范围的爆燃,盒子可以经受这类情况,防止接线盒内因线路短路造成的火花对现场危险区域产生影响。防爆接线盒适用范围:1区、2区可燃性气体环境;20区、21区和22区的可燃性粉尘环境;适用于iia、iib、iic级可燃性环境;适用于环境温度T1-T4。防爆接线盒的功能特性:隔爆型防爆等级,可在各种易燃易爆危险场所安全使用。防爆接线盒怎么接线:1、将接线盒外部擦干净,剥掉电缆线部分的绝缘。2、卸下出线压盖、电缆导套、密封圈、接线盒盖。3、将出线压盖,电缆导套,密封圈套上电缆,然后把电缆的电力芯线和接地芯线分别接到接线柱和接地螺钉上,并注意导线裸露部分不要露在弓型垫圈外。4、装好密封圈、电缆导套、出线压板和接线盒盖。5、拆装中应注意保护防爆面不要损伤。6、电缆在接线盒与不振动的固定卡之间须有一个自然悬垂,即防爆接线盒至不振动的固定卡之间的电缆长度应比其线距离长。直销接线盒哪里买


