- 品牌
- 南京云普
- 型号
- 1
再生回用系统集成的重心是通过多级处理工艺提升水质标准,以满足不同场景的回用需求,实现水资源的循环利用。针对工业循环用水场景,如冷却水系统,需通过软化处理去除水中的钙、镁离子,防止管道结垢影响换热效率;用于城市绿化灌溉的再生水,则需严格控制盐分和重金属含量,避免对植物生长造成不良影响。集成方案会整合超滤、反渗透等先进深度处理技术,通过膜组件的准确过滤去除水中的微小杂质和溶解物,同时结合严格的在线水质检测,实时监测浊度、余氯等指标,确保再生水质量稳定可靠。合理设计回用管网的走向与管径,根据不同回用点的分布和用水量需求优化路径,减少输送过程中的水头损失,实现水资源高效循环利用,有效缓解城市水资源紧张压力。冷库系统通过电气自动化维持恒定的低温环境。电气自动化控制系统

暖通行业的电气成套设备需适应频繁启停的特殊工况,MNS柜在设计上充分考虑这一需求,采用上乘的元器件和优化的内部结构,具备良好的过载能力与快速响应特性,能满足空调主机、循环水泵、送排风机等设备的频繁启停运行需求。柜内的接触器、继电器等关键部件选用耐机械磨损和电磨损的型号,连接部位采用牢固的压接工艺,减少因频繁操作导致的松动和接触不良。同时,柜内配备完善的浪涌保护和过载保护装置,在设备启停产生瞬时电流冲击时能快速响应,保护电路安全。这些设计特点确保MNS柜能在暖通系统频繁运行状态下保持可靠性能,减少故障发生,保障暖通系统稳定运行。 低压电气自动化优化系统化工企业利用电气自动化控制反应釜的温度与压力。

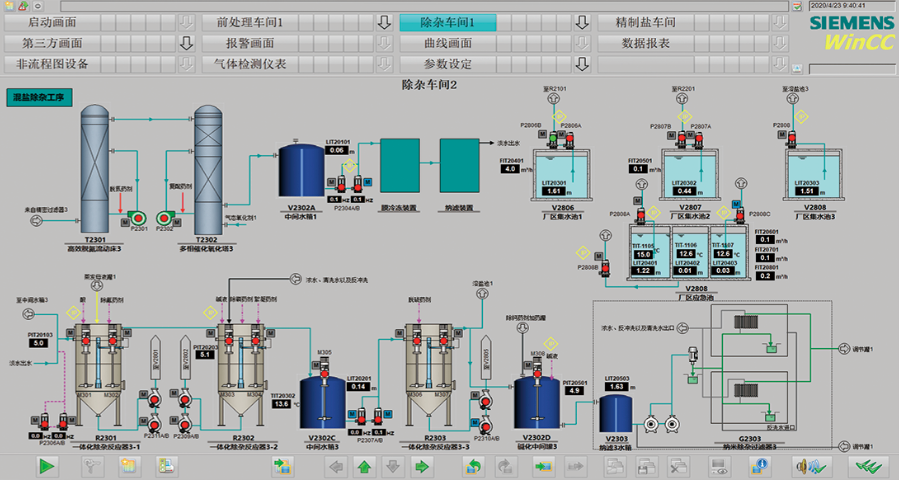
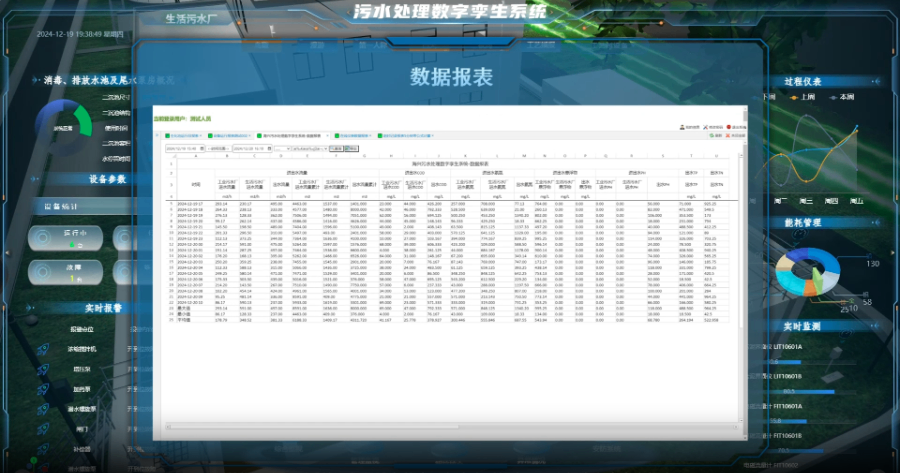
在污水处理领域,专业的电气自动化系统集成能力是保障处理效率与水质达标的重心。从污水进入处理厂的格栅拦截环节开始,自动化系统便通过分布在各设备的传感器,实时采集栅渣量、水流速度等数据,自适应调控格栅机的运行频率,确保预处理效果。进入生化反应池后,系统根据溶解氧浓度、pH值、污泥浓度等参数,动态调整曝气设备的风量和搅拌器的转速,为微生物营造比较好的生存环境,提高污染物降解效率。沉淀池的排泥周期、过滤单元的反冲洗时间,也都由系统根据实时数据自动控制,避免人为操作的滞后性。这种全流程的自动化管控,让污水处理从依赖经验转向数据驱动,确保出水水质稳定达标,同时大幅降低运行能耗。
电厂工程的复杂工况对电气自动化系统提出了极高要求,可靠的自动化控制是电厂安全高效运行的重心保障。从发电机组启动开始,系统便实时监测转速、振动、油温等参数,确保设备平稳达到额定工况。并网运行时,自动调节励磁电流和汽轮机进汽量,维持电压、频率稳定,实现与电网的准确匹配。锅炉系统中,通过控制燃料供应量、空气配比和炉膛负压,确保燃烧充分且安全;汽轮机运行中,实时调整蒸汽参数,能量转换效率。当出现异常情况,如电压骤升、机组振动超标,系统能在毫秒级时间内判断故障类型,触发保护机制,避免事故扩大。这种多维度的自动化控制,让电厂在安全生产的前提下,保持高效运行状态。电气自动化设备可自动记录设备运行的关键数据。

电气自动化提升直流屏的供电可靠性,构建起智能化的电源管理系统,通过安装在直流屏内部的传感器,实时监测蓄电池的电压、温度、内阻等状态参数,以及输出电压、电流等运行指标,自动执行充放电管理策略。当检测到蓄电池电量不足时,系统会启动充电程序,并根据电池类型选择合适的充电曲线;当电量充满后,自动切换至浮充状态,避免过充损坏电池。当主电源因故障中断时,直流屏能在毫秒级时间内快速切换至备用供电模式,为断路器、继电保护装置等关键设备提供稳定直流电源。自动化的状态监测与预警功能,能及时发现蓄电池老化、线路接触不良等潜在问题,并通过报警信号通知维护人员,确保在关键时刻供电不中断,保障电力系统的安全运行。 制造业借助电气自动化降低生产过程中的人工干预。高淳矿山电气自动化控制
垃圾处理厂利用电气自动化控制焚烧炉的运行状态。电气自动化控制系统
电气自动化技术在市政污水处理中构建起高效运转的智慧体系,让规模化处理过程更具韧性和适应性。污水进入处理厂后,格栅机根据进水液位差自动调节运行节奏,灵活应对水量变化,高效拦截大块杂物;沉砂池的刮砂机由定时器与液位传感器联动控制,在合适的时间节点启动,完成泥沙的彻底分离;生化反应池内,溶解氧探头每间隔固定时间就传输一次数据,系统据此自动增减曝气强度,始终维持微生物的较好活性状态。污泥处理环节同样实现了全域性的自动化管理,浓缩池的污泥浓度通过在线监测实时把控,排泥泵根据设定阈值自动启停,确保污泥处理效率。全流程的自动化协同,不仅将人力成本大幅降低,更通过参数的精细化优化,让处理厂在保证出水达标的同时,始终处于节能运行状态,为城市水循环系统的健康、稳定运转提供了坚实且可靠的保障。电气自动化控制系统

食品加工行业中,电气自动化技术通过构建标准化的生产体系,保障食品质量安全与生产效率。从原料清洗、切割、加工到杀菌、包装、检测,各环节设备通过自动化网络实现联动控制,严格遵循食品生产卫生规范。系统可精确控制加工温度、时间、压力等参数,确保食品口感与营养成分稳定,避免人为操作带来的质量波动。生产过程中,自动化检测设备实时监测食品的微生物含量、水分、酸度等指标,不合格产品自动剔除,保障食品安全。同时,电气自动化可实现生产流程的连续运行与快速切换,满足不同品类食品的生产需求,提升企业市场竞争力。工业设备故障预警、智能诊断依托电气自动化。模块化电气自动化控制系统高低压成套设备选型需重视应急保障功能,确保...
- 高淳建筑电气自动化运维 2026-02-01
- 栖霞电气自动化 2026-02-01
- 玄武矿山电气自动化工程 2026-02-01
- 栖霞工业电气自动化工程 2026-02-01
- 浦口电气自动化控制 2026-02-01
- 电机装配自动化生产线 2026-02-01
- 全自动自动化生产线 2026-02-01
- 矿山电气自动化专业 2026-02-01
- 低压电气自动化保护系统 2026-02-01
- 南京建筑电气自动化工程 2026-01-31

- 节能电气自动化控制柜 2026-01-30
- 玄武化工电气自动化运维 2026-01-30
- 雨花台建筑电气自动化设备 2026-01-30
- 溧水建筑电气自动化系统 2026-01-30
- 电气自动化和电气自动化技术一样吗 2026-01-30
- 浦口工业电气自动化运维 2026-01-30




- 建邺智慧水利数字孪生技术 02-01
- 秦淮污水数字孪生报价 02-01
- 智慧变电站数字孪生 02-01
- 水利数字孪生合作 02-01
- 高淳园区数字孪生报价 02-01
- 栖霞电气自动化 02-01
- 玄武矿山电气自动化工程 02-01
- 栖霞工业电气自动化工程 02-01
- 雨花台污水处理数字孪生公司 02-01
- 智慧水利系统 02-01