
- 品牌
- 今日标准
- 型号
- 123
- 运动方式
- 点位直线控制,轮廓控制
- 控制方式
- 半闭环控制
- 布局形式
- 立式,卧式
- 加工定制
- 是
走心机在加工过程中可能会出现一些常见的故障,如加工精度超差、主轴异响、刀具磨损过快等。加工精度超差可能是由于数控系统参数设置不当、滚珠丝杠或直线导轨磨损、刀具安装误差等原因引起的,操作人员应根据具体情况进行检查和调整。主轴异响可能是由于主轴轴承磨损、润滑不良、主轴与电机连接松动等原因引起的,应及时停机检查,必要时更换轴承或进行润滑。刀具磨损过快可能是由于切削参数设置不当、刀具材质选择不合适、冷却不充分等原因引起的,应合理调整切削参数,选择合适的刀具材质,保证冷却系统正常工作。今日标准数控走心机拥有有导套 / 无导套切换功能,可适应多种加工需求。辽宁六轴走心机工厂
走心机
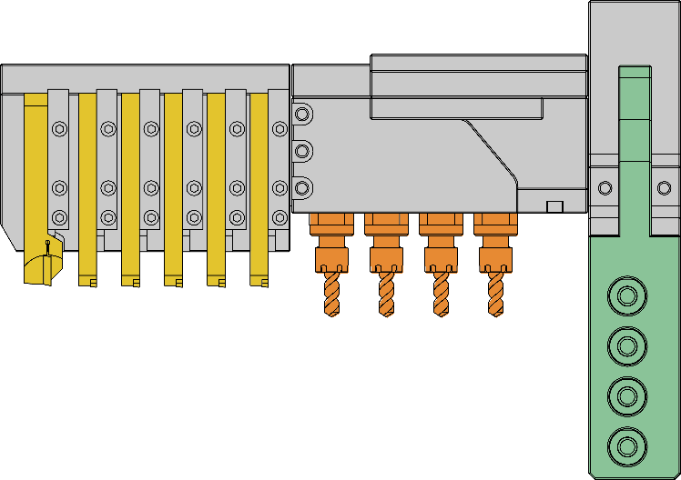
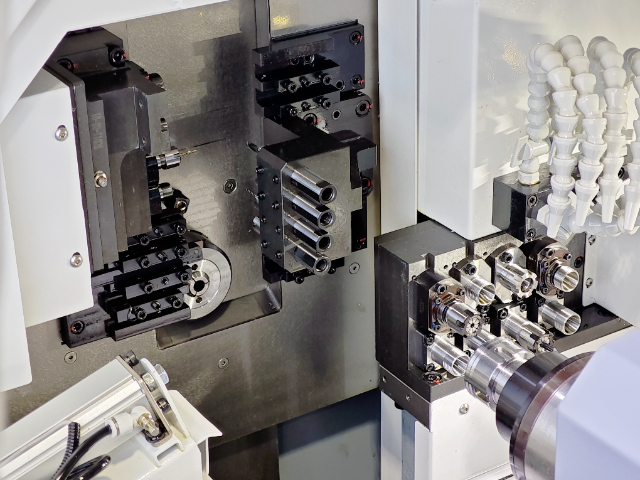
走心机的结构组成主要包括主轴箱、刀塔、进给系统、数控系统、辅助系统等部分。主轴箱是走心机的主要部件,内部装有主轴和驱动电机,主轴可在 Z 轴方向移动,实现对工件的切削进给。刀塔通常分为前刀塔和后刀塔,可安装多把不同类型的刀具,如车刀、铣刀、钻头、丝锥等,实现多工序加工。进给系统由滚珠丝杠、直线导轨和伺服电机组成,负责驱动主轴和刀塔的移动,保证运动的精度和稳定性。数控系统是走心机的 “大脑”,负责接收和处理加工指令,控制各轴的运动和刀具的切削参数。辅助系统包括冷却系统、润滑系统、排屑系统等,为走心机的正常运行提供保障。辽宁六轴走心机工厂小零件加工难题?今日标准数控走心机,尺寸微小也能把控准确,成就完美小部件。

走心机在5G通讯器件领域的突破5G基站滤波器对加工精度提出极高要求,今日标准走心机通过优化刀具路径和主轴动态响应,成功实现陶瓷介质滤波器的微米级加工。其独有的热变形补偿算法可抵消高速切削产生的温升误差,确保批量加工时尺寸公差波动不超过0.008mm。某通讯设备制造商反馈,使用今日标准设备后,滤波器腔体的平面度合格率从92%提升至98.5%,同时刀具成本降低20%。
今日标准走心机的第四代智能化新升级,通过实时采集主轴负载、刀具磨损等数据,系统自动调整切削参数,使加工效率提升15%以上。某汽车零部件厂商表示,该设备的预测性维护功能帮助其减少非计划停机时间80%,年维护成本下降12万元。
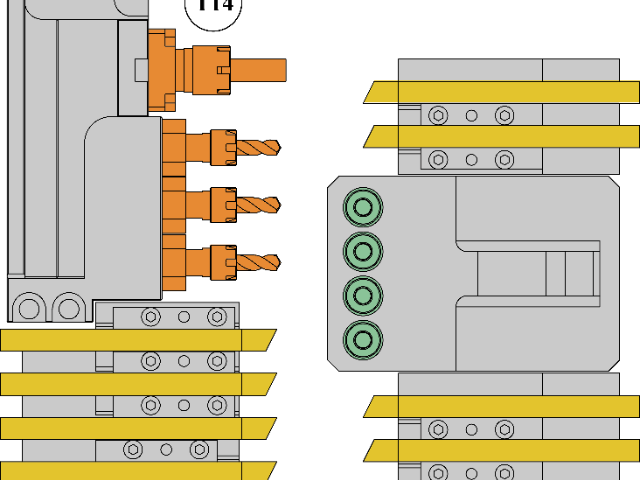
走心机的刀具系统:走心机配备了先进且多样化的刀具系统。其拥有多工位刀塔,刀位数通常在 12 - 20 个,为不同加工工序提供了丰富的刀具选择。并且支持动力刀具,铣刀、钻头等可旋转,这使得走心机不仅能进行传统的车削加工,还能实现径向 / 轴向铣削、偏心孔加工等复杂操作。在加工过程中,刀具的快速更换和准确定位功能,极大地提高了加工效率和精度。针对不同材料和加工要求,可选用不同材质的刀具,如加工钢材常用硬质合金刀具,加工铝合金可采用高速钢刀具,以确保较佳加工效果。选今日标准,走心机品质无忧。

多轴联动是数控走心机的重要技术特征,它能够实现复杂曲面和空间结构的加工。目前,数控走心机常见的多轴联动方式有四轴联动、五轴联动甚至更多轴联动。以五轴联动为例,机床的主轴可以在 X、Y、Z 三个方向上移动,同时刀具还可以绕两个旋转轴进行旋转,这种多轴联动方式使得刀具可以从不同角度对工件进行加工,提高了加工的灵活性和适应性。在加工航空航天领域的复杂曲面零件时,五轴联动的数控走心机可以通过精确控制刀具的运动轨迹,实现对零件曲面的高精度加工,减少加工误差,提高零件的加工质量。多轴联动技术的不断发展,为数控走心机在高级制造领域的应用拓展了更广阔的空间。拥有有导套 / 无导套切换功能,数控走心机可适应多种加工需求。云南国内走心机有几种
数控走心机车铣一体,可实现立体加工,让复杂零件一次成型。辽宁六轴走心机工厂
数控走心机的编程和操作需要专业的知识和技能。编程人员首先要根据零件的设计图纸和加工要求,确定加工工艺路线和刀具路径,然后使用数控编程软件进行程序编制。在编程过程中,需要考虑刀具的选择、切削参数的设置、加工顺序的安排等因素,确保编制的程序能够实现零件的精确加工。操作数控走心机时,操作人员要严格按照操作规程进行机床的启动、停止、刀具更换等操作,同时要密切关注机床的运行状态和加工过程,及时发现和解决问题。此外,操作人员还需要定期对机床进行维护和保养,确保机床的正常运行。辽宁六轴走心机工厂

数控走心机的高性能离不开重要结构部件的技术支撑,每一个部件都决定设备的精度与稳定性。主轴系统采用高速电主轴单元,配备油冷装置和气密结构,转速可达 12000r/min 以上,高速运转无发热、无振动,保障切削精度;导轨与丝杆选用 30 型 P 级滚柱导轨、32 型双螺母 C3 级丝杆,刚性强、磨损小,定位精度达微米级,长期使用精度不衰减;刀架系统采用回字形、多工位布局,刀具排布合理,可安装车刀、铣刀、钻头等多种刀具,满足复合加工需求;导套结构实现有导套与无导套灵活切换,适配不同长径比零件加工,防油防渣设计延长部件寿命;润滑系统采用容积式全自动润滑,准确供给润滑油,减少部件磨损,保障设备 ...
- 精密走心机哪里有 2026-03-18
- 湖南单主轴走心机有几种 2026-03-18
- 上海单主轴走心机功能 2026-03-18
- 广东国内走心机 2026-03-18
- 库存走心机批量定制 2026-03-18
- 甘肃走心机保养 2026-03-18
- 内蒙古精密走心机工艺 2026-03-18
- 湖南进口走心机品牌排行 2026-03-18
- 甘肃电动走心机 2026-03-18
- 山西走心机怎么收费 2026-03-18
- 西藏走心机方案设计 2026-03-17
- 北京进口走心机二手价格 2026-03-17
- 吉林精密走心机型号 2026-03-17
- 云南单主轴走心机应用范围 2026-03-17
- 青海六轴走心机哪家强 2026-03-17
- 宁夏六轴走心机修理 2026-03-17



- 库存走心机批量定制 03-18
- 甘肃走心机保养 03-18
- 内蒙古精密走心机工艺 03-18
- 湖南进口走心机品牌排行 03-18
- 甘肃电动走心机 03-18
- 山西走心机怎么收费 03-18
- 江苏走心机怎么用 03-17
- 安徽办公用走心机 03-17
- 湖北五轴走心机售后服务 03-17
- 海南安装走心机 03-17